10 Years
Experience
With over 10 years of experience in the industrial conveyor field, our company has grown into a reliable global supplier of industrial conveyor solutions, leveraging industry insights and technological accumulation. Guided by the philosophy of "Efficiently Delivering Value, Precisely Meeting Needs", our products are exported to dozens of countries worldwide, serving sectors such as logistics & warehousing, intelligent manufacturing, food processing, and pharmaceutical & chemical industries, and building stable and efficient material conveying links for customers.


Scientific planning,
solid project foundation

Professional tech,
strong business support


Strict control,
quality products/services


Timely service,
resolved follow-up concerns
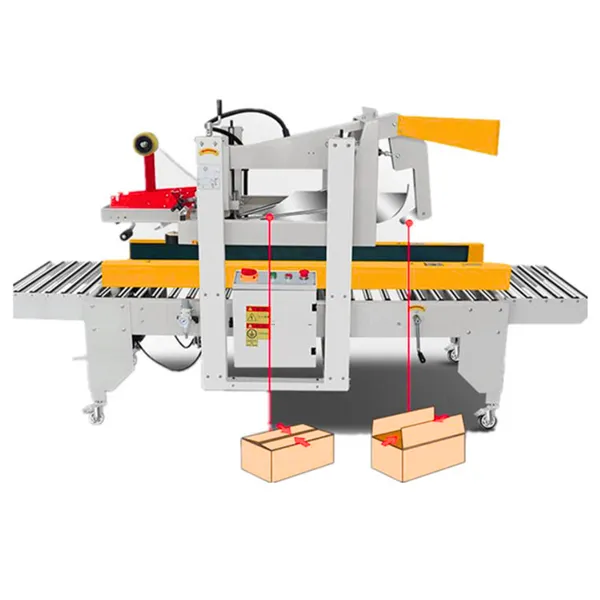
We focus on providing efficient and intelligent material conveying and sorting solutions, with core products including:
We focus on customers' personalized production needs (such as logistics, manufacturing, warehousing, and other scenarios) and provide customized services from demand communication to finished product delivery. Through three core modules—on-demand scheme design, sample trial production verification, and professional drawing processing—we solve the key pain points in customers' customized production, reduce cooperation risks, and improve implementation efficiency.

Covering Multiple Scenarios, Empowering the Industrial Chain
UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy