Зашто бирати наше покретне конвејтере?
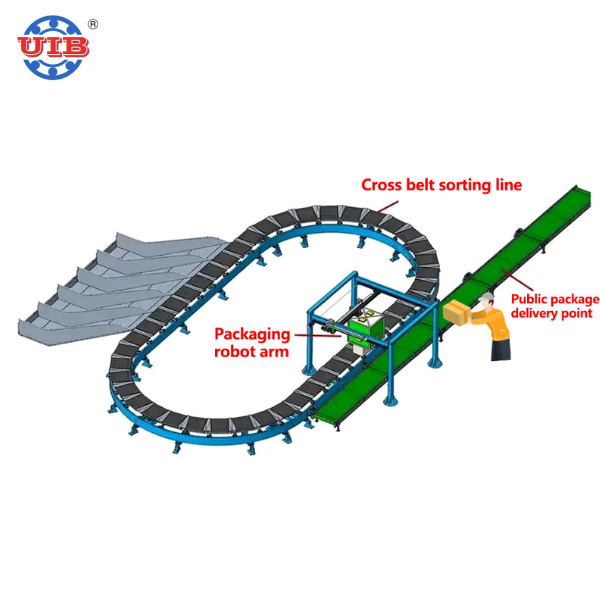
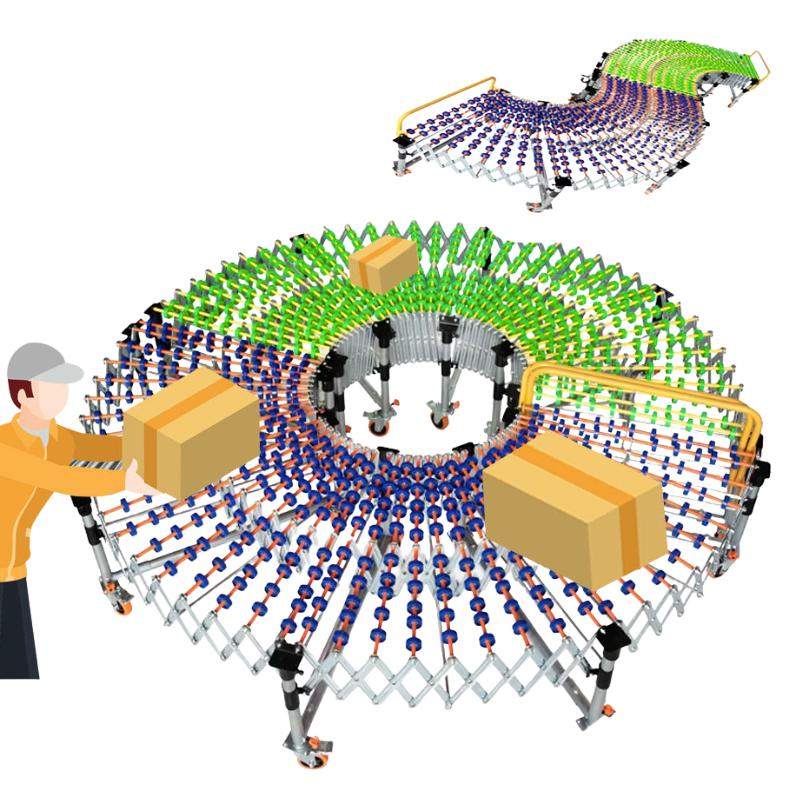
Наши мобилни конвејерски системи дизајнирани су да побољшају оперативну ефикасност и прилагодљивост у различитим индустријским окружењима. Са преко 10 година искуства у конвејерској индустрији, користимо најсавременију технологију да бисмо пружили решења која задовољавају јединствене потребе наших клијената. Наши мобилни конвејдери су дизајнирани за флексибилност, омогућавајући лак транспорт и брзу поставку у различитим окружењима, од логистике и складиштавања до производње и прераде хране. Изграђени су од високо чврстих материјала који обезбеђују трајност и поузданост, што их чини трошковно ефикасним избором за предузећа која желе да оптимизују своје процесе руковања материјалима. Ергономски дизајн минимизује умор оператера и максимизује продуктивност, осигуравајући да наши мобилни конвејтери ефикасно и ефикасно пружају вредност.
Добијте цитат