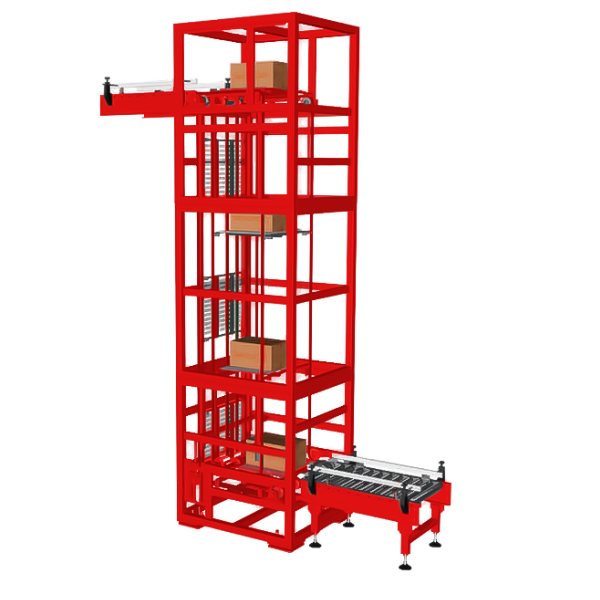
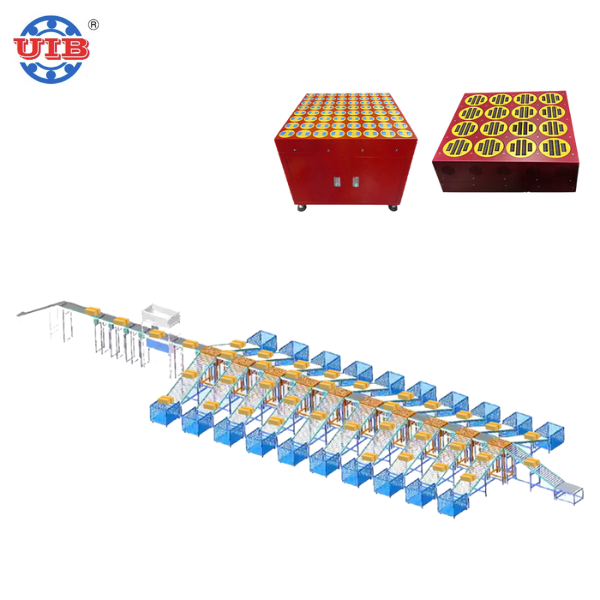
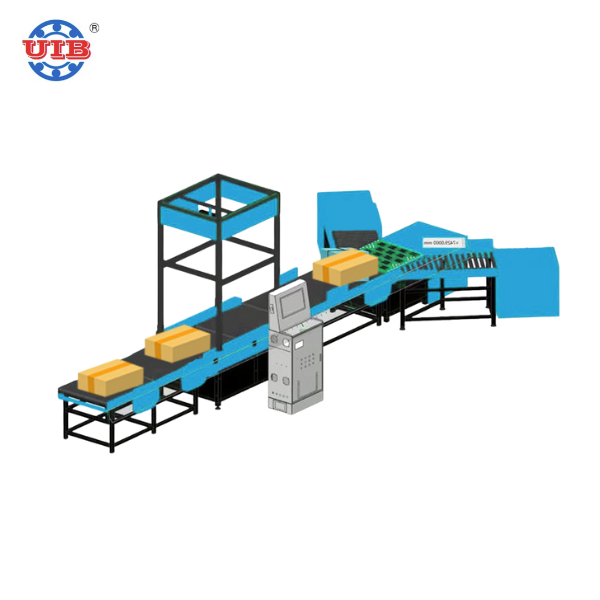
Modular conveyors are revolutionizing the way industries handle material transport. Our company specializes in providing tailored modular conveyor solutions that cater to various sectors, including logistics and warehousing, food processing, and intelligent manufacturing. The modular design of our conveyors allows for easy scalability and customization, making them ideal for businesses looking to optimize their production processes.
Our engineering team collaborates closely with clients to understand their specific needs, providing comprehensive support from the initial design phase through to installation and after-sales service. By focusing on efficient planning, technical support, and stringent quality assurance, we ensure that our modular conveyors deliver reliable performance and meet the highest industry standards. With a commitment to innovation, we continuously enhance our products to incorporate the latest technologies, ensuring our clients stay ahead in a competitive market.

25
Sep
25
Sep
05
Nov
05
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy