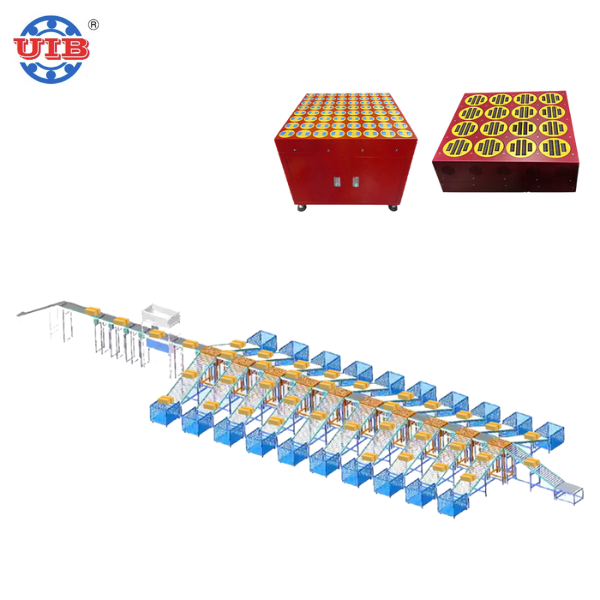
Sorter grawitacyjny to jedna z wielu rodzajów zautomatyzowanych technologii stosowanych obecnie w zastosowaniach magazynowych. Sorter grawitacyjny jest jedną z najlepszych technologii, gdy najważniejsze są szybkość, prostota i niskie koszty. Jest uznawany za jedną z najlepszych technologii w branży, ponieważ jego konstrukcja jest prosta i wykorzystuje jeden z najobficiej występujących zasobów: siłę grawitacji. Sorter osiąga wyższe poziomy wydajności i dokładności w porównaniu z konkurencją, jednocześnie zużywając mniej energii, generując niższe koszty mechaniczne i eksploatacyjne oraz charakteryzując się prostszą budową. Dzięki zastosowaniu elektronicznych matryc czujników i oprogramowania sterującego, system może sortować i klasyfikować przedmioty według wielu parametrów, takich jak wymiar, waga, typ, kształt, a nawet kody kreskowe. System można wdrożyć bezpośrednio bez modyfikacji istniejącego systemu przenośników, zwiększając dokładność sortowania i ogólną skuteczność systemu, jednocześnie zmniejszając potrzebę pracy ręcznej oraz czas potrzebny na wykonywanie zadań, które wcześniej były wykonywane ręcznie.
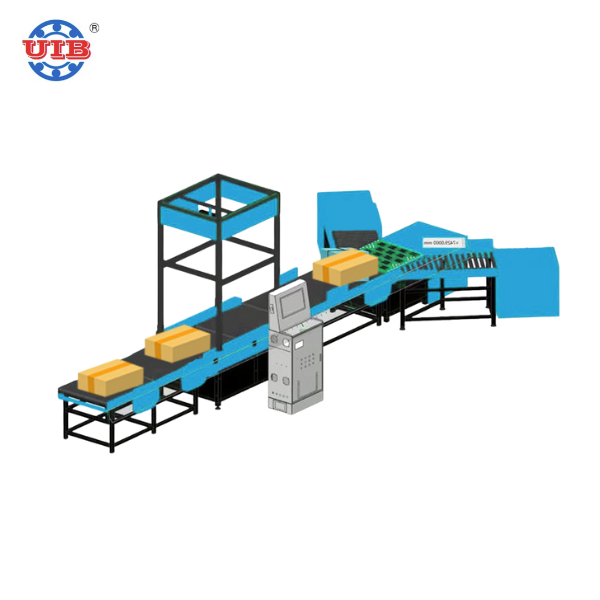
Zastosowania sortowników grawitacyjnych można zaobserwować we wszystkich większych firmach logistycznych oraz w magazynach o dużej przepustowości. W tych sektorach oferują szybkie i niezawodne rozwiązanie do sortowania zamówień o różnych rozmiarach, co przekłada się na szybsze realizacje i mniejszą liczbę błędów w dostawach paczek. W wielu środowiskach produkcyjnych sortownik przyspiesza oddzielanie strumieni produkcji, umożliwiając osiągnięcie różnych celów, takich jak utrzymanie niskiego poziomu zapasów, wspieranie systemu JIT oraz spełnienie norm produkcyjnych. W przemyśle spożywczym sortownik wspomaga proces zapewniania jakości. Gwarantuje ścisłe oddzielenie produktów surowych od gotowych, zapewniając spójny, bezpieczny i higieniczny nadzór jakości oraz delikatne traktowanie wrażliwych produktów.
Każdy sortownik grawitacyjny jest oferowany z wysokim poziomem personalizacji, co jest jednym z wielu czynników, które czynią naszą firmę wyjątkową. Rozumiemy, że każde przedsiębiorstwo ma swoje unikalne problemy, a na te problemy może wpływać rodzaj sortowanego materiału, prędkość, z jaką materiał musi zostać posortowany, układ fizyczny obiektu oraz sposób, w jaki instalacja sortująca będzie łączyć się z innymi systemami automatyzacji. Zespół inżynieryjny ściśle współpracuje z każdym klientem, aby zaprojektować i wdrożyć w pełni dostosowany system spełniający konkretne potrzeby danego obiektu. Obejmuje to szczegółową analizę materiałów, dynamiczną symulację przewidywanego przepływu produktów oraz rozmieszczenie układu mechanicznego, które zagwarantuje prawidłowe działanie systemu w ramach operacyjnej powierzchni klienta.
Dzięki ponad dziesięcioletniemu doświadczeniu w dziedzinie automatyzacji specjalizujemy się w projektowaniu i tworzeniu trwałe, wysokiej jakości systemy. Każdy z naszych systemów wykonany jest z najlepszych materiałów i poddawany rygorystycznym testom, aby zapewnić prawidłowe działanie urządzenia w wymagającej pracy ciągłej 24/7. Nasze wsparcie nie kończy się po sprzedaży; kontynuujemy pomoc w zakresie instalacji, szkoleń, przeglądów konserwacyjnych oraz 24/7 w zakresie dostaw części zamiennych. Współpracę opieramy na długofalowych relacjach budowanych na zaufaniu. Dostarczane przez nas rozwiązania sortujące oraz usługi pokazują, że zależy nam na klientach i ich dalszym sukcesie.

25
Sep
07
Nov
05
Nov
25
Nov

Firma UIB (Xiamen) Bearing Co., Ltd. oferuje łożyska wysokiej precyzji do maszyn przemysłowych. Nasz trwały projekt oraz precyzyjna inżynieria zapewniają niezawodną wydajność. Ufają nam producenci. Poproś o wycenę już dziś. Dzięki ponad 10-letniemu doświadczeniu w dziedzinie przenośników przemysłowych, jesteśmy wiarygodnym globalnym dostawcą rozwiązań conveyorowych, wspartych wiedzą branżową i doświadczeniem technologicznym.
Pokój 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 przez UIB (Xiamen) Bearing Co., Ltd. Polityka prywatności