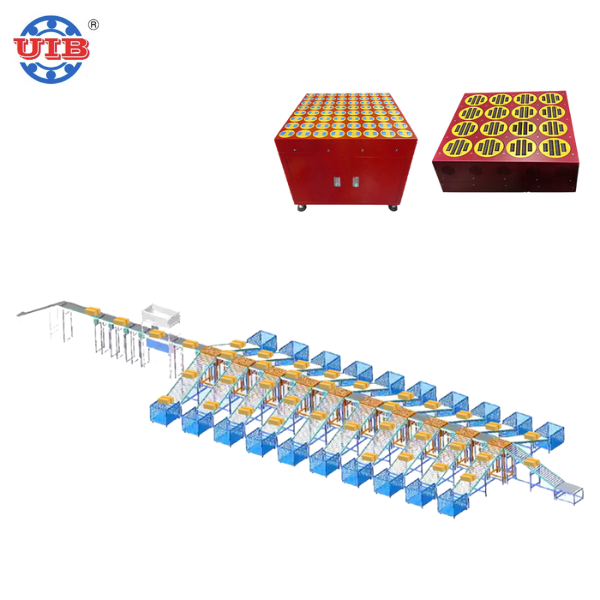
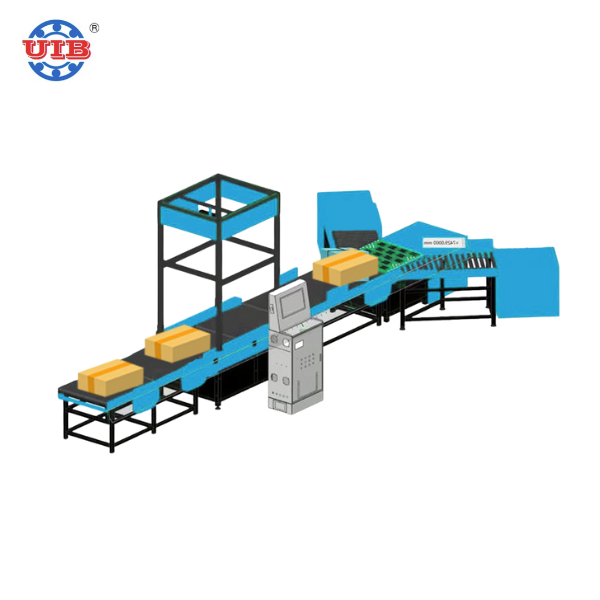
The gravity sorter is one of the many types of automated technologies used in the material handling applications today. The gravity sorter is one of the best technologies when speed, simplicity, and cheap costs matter the most. The gravity sorter is one of the best technologies in the industry because its design is simple and utilizes one of the most abundant resources: gravity. The sorter achieves higher levels of throughput and accuracy relative to the competition while having lower levels of energy use, lower mechanical and operational costs, and simpler designs. With the use of electronic sensor arrays and control software, the system can sort and classify items based on many parameters like dimension, weight, type, form, and even barcodes. The system can be directly incorporated without modifications to the existing conveyor system, increasing the sorting and overall system accuracy while decreasing the manual labor and time spent on the old.
Applications for Gravity Sorters can be seen in all major logistics and high-volume warehousing businesses. In these sectors, it offers a fast and dependable solution to sorting orders of various sizes, resulting in quicker fulfillment and a decreased number of missorts in the delivery of packages. In several production environments, the Sorter accelerates the separation of production flow, meeting various targets to keep the inventory lean, support JIT, and satisfy the production quota. In food processing industries, the sorter assists in processing quality assurance. the sorter guarantees the strict separation of both raw and finished products to ensure consistent, safe, and hygienic quality control and the gentle processing of delicate products.
Every Gravity Sorter comes with a high level of personalization, and this is one of the many things that makes our company so special. We understand that each and every facility has its own unique problems, and these problems can be affected by the type of material being sorted, how fast the material needs to be sorted, the physical layout of the facility, and how the sortation facility will connect with the other automation systems. The engineering team works closely with each of our customers to design and implement a fully customized system to meet the specific needs of the facility. This entails a focused analysis of the materials, a dynamic simulation of the expected flow of products, and a location of the mechanical layout that will ensure the system works as intended within the client’s operational footprint.
With over ten years of experience in the automation field, we specialize in designing and developing durable high-quality systems. Each of our systems is made of the best materials, and undergoes rigorous testing to ensure that the unit will function properly in a demanding 24/7 operation. Our support does not end at the sale; we continue to provide support with installation, training, preventative maintenance, and 24/7 support for spare parts. We take pride in the sorting solutions we provide, and the relationships we build. Our sorting solutions and services demonstrate that we care about our clients and their co7ntinued success.

25
Sep
07
Nov
05
Nov
25
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy