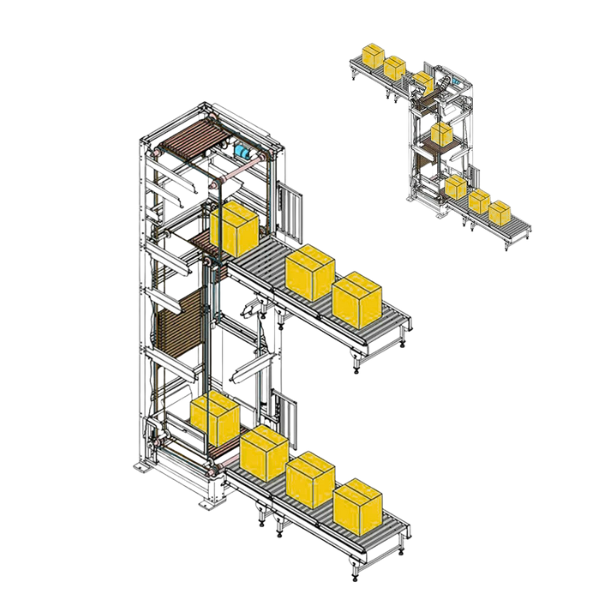
Vertical conveyors are essential in today's logistics and industrial operations for optimizing a business' three-dimensional space. Vertical conveyors are purpose-built units for moving items vertically (up and down) used alongside horizontal (crosswise) conveying systems), such as moving boxes or containers. Vertical conveyors allow companies to maximize their headroom and storage space, and also improves their operational efficiency as these systems reduce the need for labor to manually lift loads, and transfer items long distances horizontally. We provide vertical conveyors that offer the longest life and reliability in the industry. Vertical conveyors also are the most flexible in meeting the specific needs of the customer.
Each Vertical Conveyor System goes through a customized, repeatable system. The process starts with a collaboration demand analysis, in which our engineering team meets with the client to determine the characteristics of the materials being handled. Questions that need to be considered are the size, weight, and fragility of the materials. It also includes the desired throughput, the location of the systems to be integrated, and the operational goals. This phase of the system makes sure that every parameter considered in the design is intentional. The engineers then custom design a solution to the problem that was presented, not only to integrate the systems mechanially, but to also design for the efficiency of the overall system. The design also includes operator safety systems such as interlocked gate systems, emergency stop systems, and design for system expandability.
To provide our customers with a system that is going to operate the the full design specifications for an extended period of time, we design the structural frame of the systems to be high strength, advanced engineering materials, to provide a lasting system to our customers. In addition to this, we provide lift systems of advanced precision engineering that are either continuous vertical lifts, reciprocating lifts, or pallet lift systems, depending on the system. Automated systems are integrated to provide fully automated operations of the system. Quality control is of utmost importance to both our customers and our company, and this is an integrated part of our systems. The systems are manufactured and assembled to our specifications, and then designed and tested to our specifications again. The systems are design certified to the operational specifications and fully tested with load and safety cycles prior to delivery.
Customer service does not stop at delivering your product. We ensure that each vertical conveyor system that we build is listening and implementing changes to our product lines to meet your needs. In particular, each system is designed and built to optimize your floor space and operational efficiencies, which in turn allows our customers to do more with space and perform more with their operation. This creates a positive return for our customers. We do this in a thoughtful manner. This is why conveyors are and will remain a core, advanced, and key-builder in our customers-managing their materials. We do it via smart integrated IoT devices, with a focus on not gaining weight, the reduction of corrosion for our systems and smart flow management tools for adaptive control to ensure that our systems do not break at the point of vertical flow. We adapt at a micro and macro system flow in our conveyors. This is how we gain trust.