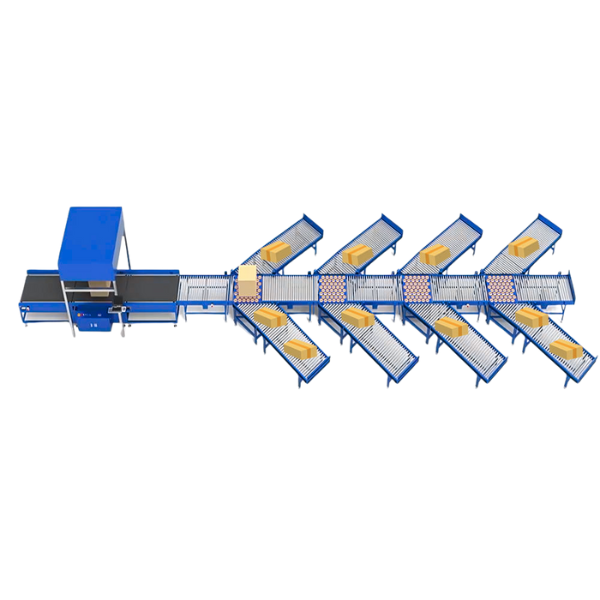
Hygiene, flexibility, and productivity are among the most important qualities an industrial food processing and packaging conveyor system needs. Our food factory conveyor system is best designed to meet these industry needs while ensuring the highest quality. Our conveyor systems are best designed to handle different sections in the food production stream. Our conveyor systems allow for relial sanitation in food production segment stream ranging from the intake of raw ingredients, washing, processing, sorting, packaging, and final wrapping and distribution of food. Each of Our food factory conveyor systems are designed to meet the individual needs of distinct facilities, because we understand that each of our clients has their own needs. We prioritize designing for each system with full process customisation starting with a thorough analysis of each clients operational layout, desired operational throughput, and the hygiene requirements of each distinct scenario. Our professional engineers design and prototype a conveyor system that best meets the needs of each of our clients.
Our conveyors are made with premium, food-safe materials such as stainless steel, FDA-approved plastic, and corrosion-resistant alloys. They are designed to withstand tough daily use and are built to last and withstand moisture, and exposure to chemicals. Throughout the whole production process, quality is added, and, in the case of a complete conveyor system, the quality is added from the selection of raw materials, precision design, and complete end reviews to the basic documentation. Every system is functionally validated to ensure it complies with industry certifications and your unique performance requirements and is tested in simulated operating environments to ensure it meets your unique performance requirements.
While we help companies with valued and well-performing conveyors, we also help with after-sale service for smooth and continuous functioning. Efforts include help with initial set up, instructing staff on how to operate the equipment, ongoing support of preventive maintenance programs, and addressing service requests for software updates or changes in configurations to help improve system utilization. Through the incorporation of mechanization, programmable control, and internet-enabled monitoring, our conveyors can meet the needs of the present, but even more importantly, are able to meet the needs of the future. In an industry where regulations and consumer demands are high, our systems allow food processors to improve their competitiveness, maintain agility in changing market conditions, and improve their traceability.

25
Sep
05
Nov
07
Nov
05
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy