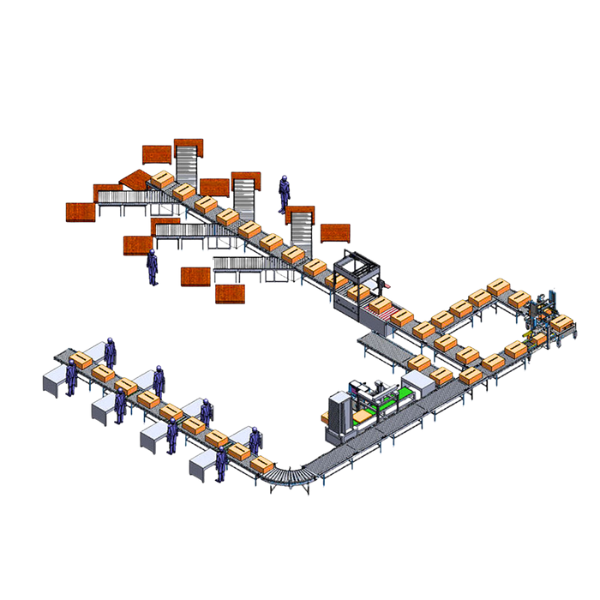
Today’s conveyor technology has moved past basic systems, now acting as the nervous systems of modern logistics operations. They move products seamlessly from docks, to storage, to picking and sorting and on to shipping. They are pivotal to driving operations agility, throughput, and accuracy. We specialize in conveyor construction and distribution across numerous industries. We design and implement robust conveyors for logistics and distribution centers, integrated conveyors for smart manufacturing, hygienic conveyors for food and beverage processing, and conveyors for manufacturing within stringent pharmaceutical environments.
Modern material handling has numerous foundational complexities that we've built our conveyors to resolve. We build to resolve the bottlenecks, the downtime, integration and scaling issues. Reliability and performance are the foundations of all our systems. We build our systems with the components and designs that endure the rigors of continuous multi-shift operations for years on end. They simply perform to our systems.
Commitment to Customization
What sets us apart from competitors is our focus on consultative customization. Every client’s operations are different. We work together to understand your operational workflow, available space, desired throughput, and growth ambitions. A team of application engineers integrates with your team to develop a specialized solution. We assist you with every step, from ideation and detailed layout creation to manufacturing, installation, and systems go-live. This ensures the system is fully embedded and functioning to its fullest operational and financial potential.
Manufacturing Reliability
There are certain things that will never change, and the quality and dependability of our work will always be a part of the principles that we do in our manufacturing. We initiate and follow a strict system of quality assurance that is layered on each other. It starts with the choice of the raw materials and their quality grade and traceability and passes through/control of details of fabrication, assembly, and testing of a sub-system, and finishes with all layers of a quality system and validation of performance of the system in fully emulated operational circumstances. This approach ensures that each conveyor manufactured in the shop is of the intended structure and is operationally sound, and will last over time.The relationships we have with our customers go beyond just selling them a product. We offer ongoing integrated after-sale support to safeguard your purchase and keep your product functioning. This consists of extensive after sale documentation, training of operators, accessible spare parts, preventive maintenance, and technical assistance. Establishing and maintaining relationships with customers is a fundamental aspect of our business planning. These relationships are based on trust, and we're hoping to be your partner in growing your business.

25
Sep
25
Sep
05
Nov
07
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy