Rubber belting is a vital component in the operation of conveyor systems across various industries. Our company specializes in providing high-quality rubber belting that is engineered to meet the rigorous demands of different applications. With over ten years of experience in the industrial conveyor field, we understand the unique challenges faced by our clients and are committed to delivering tailored solutions that enhance operational efficiency.
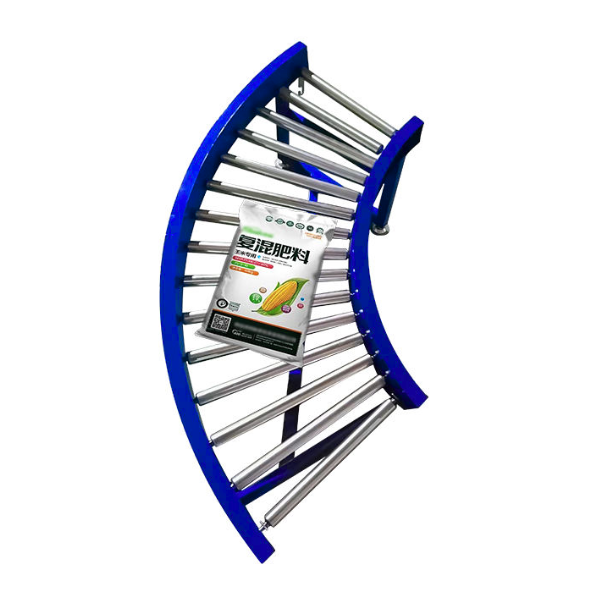
Our rubber belting is manufactured using premium materials that ensure durability and longevity. The belts are designed to resist wear and tear, making them suitable for heavy-duty applications. Additionally, our rubber belting exhibits excellent flexibility, allowing it to adapt to various conveyor configurations and operations.
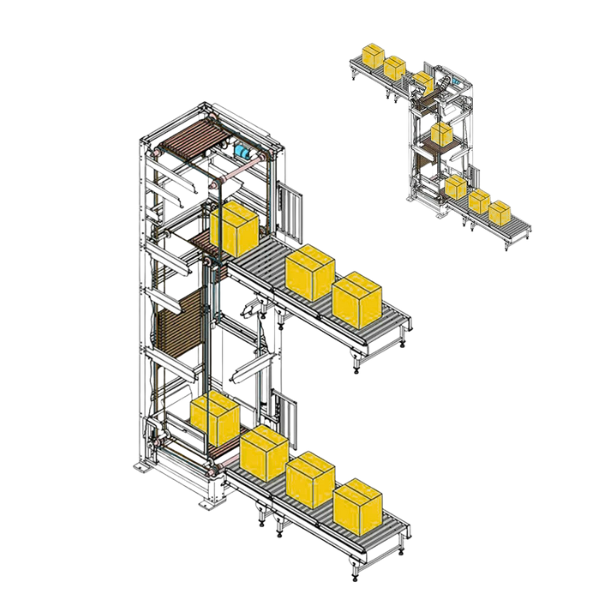
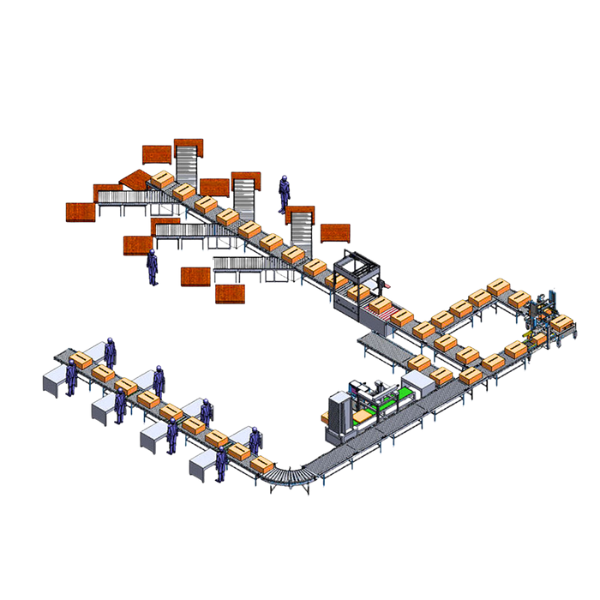
We offer a full range of rubber belting options, including flat belts, modular belts, and specialty belts designed for specific environments. Our customization capabilities enable us to provide solutions that meet the precise needs of our clients, whether they require belts for sorting, lifting, or transporting materials.
In our production process, we employ strict quality control measures to guarantee that every belt meets the highest standards. Our dedicated quality inspectors oversee the manufacturing process, ensuring that all raw materials are up to par and that the final products are free from defects.
We also provide comprehensive technical support and after-sales services to ensure that our clients can rely on our rubber belting solutions for years to come. Our team of engineers is available to assist with installation, maintenance, and troubleshooting, further enhancing the value we provide to our customers.

25
Sep
07
Nov
05
Nov
05
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy