The most valuable part of modern industrial automation are the factory conveyor belts that enhance the material flow, increase the throughput, and optimize the integration of the production and logistics processes. That is why, during the last decade, we focused on creating a specialized conveyor design and manufacturing system. We have the knowledge and extensive portfolio of different conveyor solutions tailored to the precise and sometimes unusual needs of various industries. Over the years, we have accumulated the expertise that allows not only to meet the operational efficiency increases, but also to the systems that are safe to work around, and provide highly dependable systems that run for extensive periods without interruptions. We deliver robust systems and long-term return on investments to our clients.
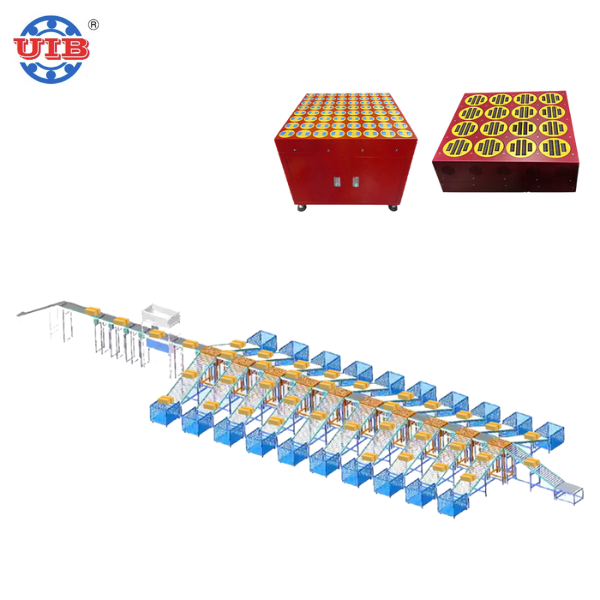
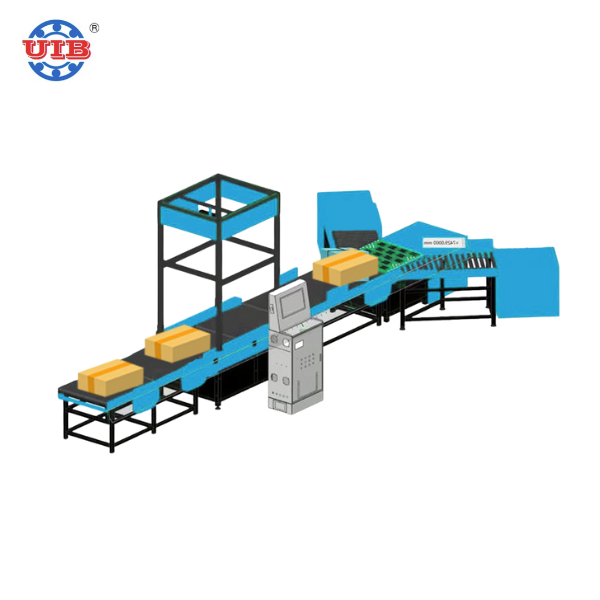
We have the most diverse product offerings because we have the best solutions that help with all material handling problems. For example, we have high-speed automatic sorters that use advanced machine vision and RFID technology to identify, sort, and categorize items instantly and more accurately. This technology dramatically improves the productivity and efficiency of EDLCs and high-volume logistics centers while lowering the costs and labor errors. We have a strong and robust line of roller conveyors that have been specifically designed for high wear and low abrasion applications. This strong construction makes the roller conveyors ideal for connecting flexible and reliable dynamics in a production line that is working under continuous heavy load. For the movement of materials vertically, we have steep and anti-slip surface conveyor belts that safely and easily transport product from one elevation to another, and space-saving vertical conveyors, also referred to as vertical lifts, that help maximize the cubic storage of a facility and improve the efficiency of the workflow in a multi-story building by connecting different processes on separate floors.
Generally speaking, the same prepackaged solution does not work for every company within the contemporary market. As a result, the central aspect of our service is our dedication to tailoring our service to each individual firm’s needs. We customize our full-service conveyor systems, so as to begin with a joint consultation, where we aim to capture each company’s individual operational environment, material properties, and productivity objectives. After we capture the unique circumstances of each business, our engineering team engages with the respective clients on demand assessment, system design and engineering, all the way to the installation and start-up. This way, we are able to offer our clients systems that are personalized and optimized for their requirements, rather than a conveyor system and basic designs that do not fit any conveyor systems. This is how we deliver each system as a seamlessly fit and complete solution to the respective operational system.
Every one of our products is a result of tireless dedication to our customer’s satisfaction. Right from starting an order, we spend time doing a thorough ‘multi-tiered’ quality process involving a strict chain of custody to determine the origin, specifications and processing of all components to an intensive, simulated working conditions testing process, where systems are evaluated to see whether the predicted operational engagements of real systems. Every one gets a safety and performance validation before the order is shipped. And we hope our working relationship with our clients lasts far beyond the installation stage. We want our clients to be healthy and strong, and to this end, provide order maintenance, system optimization, and responsive customer service. In the interests of our customers, our research and technological development is oriented toward building Energy Smart and Internet connected systems across all systems. We want to build clients intelligent conveyor systems that are compatible with the modern world and the future, and we have the engineering talent to do it across the board.

25
Sep
05
Nov
07
Nov
05
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy