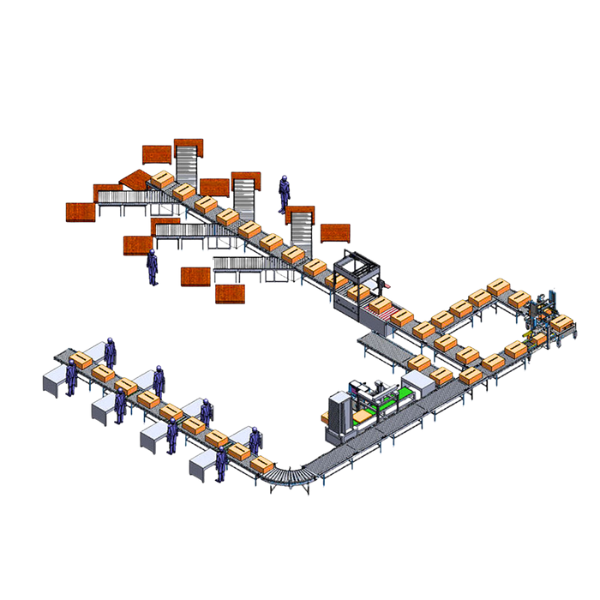
Conveyors that are spiral in shape address a major inefficiency in material handling: the seamless moving of products in a vertical and horizontal plane in a structure that has very little horizontal room. Their continuous helical shape allows for the vertical movement of product to, for example, an elevated workstation, mezzanine, or storage area, and they're are and very common in food and beverage plants, warehouses, and pharmaceutical plants. By combining vertical and horizontal movement of product, spiral conveyors eliminate the need for horizontal conveyors and utilize construction space more efficeintly. They also perform the and verticle movement of product to and from storage zones.
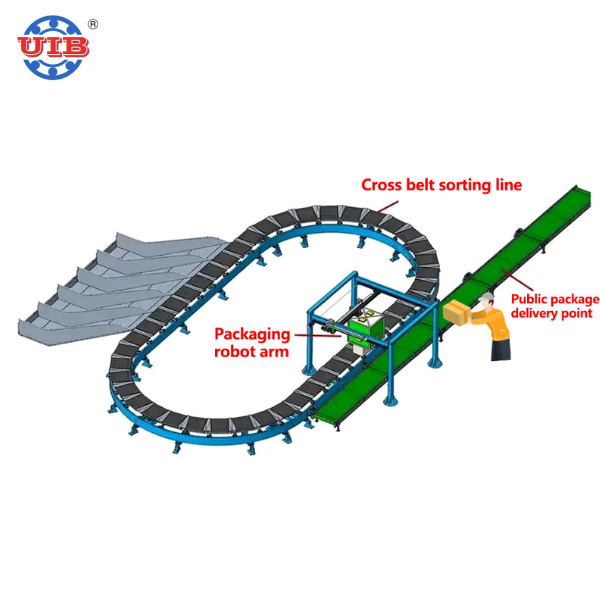
Spiral conveyor systems are built using state-of-the-art technology to provide maximum flexibility in custom configurations. We develop systems that handle a multitude of products of varying types, weights, and dimensions including lightweight packages and containers in e-commerce and trays, bulk, and containers in manufacturing. The principal design feature of our systems is the creation of a reliable and consistent flow of products that eliminates bottlenecks and provides seamless, continuous flows at various levels of the system. This design not only provides improved space utilization that eliminates the use of large inclined conveyors and dedicated elevators, but also greatly improves the overall flow of work, system throughput, and the reliability of the process.
Every system is built with durability and long-term operational reliability in mind. In constructing our spiral conveyors, we use steel-reinforced belts and modular platforms that are high-quality, industry-grade materials which we specifically chose for durability and wear resistance. To ensure we are meeting these standards, we put in place rigorous multi-tiered quality control measures throughout the manufacturing process: we track materials and their properties, we ensure accurate cutting and assembly, and we put the finished product to the test in a variety of conditions to ensure it meets our standards. Before leaving our facility, the conveyors are put through the tests of load testing and cycle endurance testing, and alignment checking to ensure the highest standards of structural safety, operational reliability, and consistent performance are met.
Recognizing that every customer has their own set of issues to tackle, we provide thorough, fully accessible customization for every step of the process. Every adjustment we make is the result of a partnership with our clients. We collaborate with our clients, starting at the request analysis and consulting step, to gather the information we need to understand their particular attributes, sensitivities, output volume, area limitations, and system integration objectives. This cooperation continues throughout the entire duration of the project. Our engineering team is determined to improve every parameter for the optimal design, such as the spiral pitch and diameter, to the drive systems, guarding, and control interfaces, to make sure the ultimate solution is specifically created to improve your operational efficiency, productivity, and return on investment.

25
Sep
07
Nov
05
Nov
25
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy