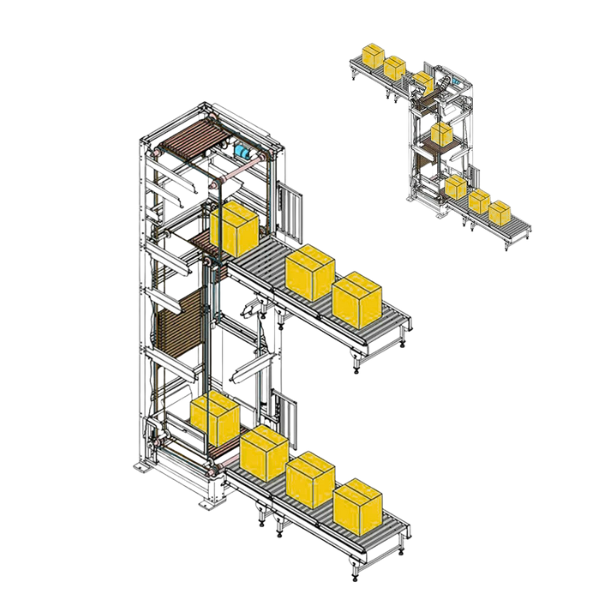
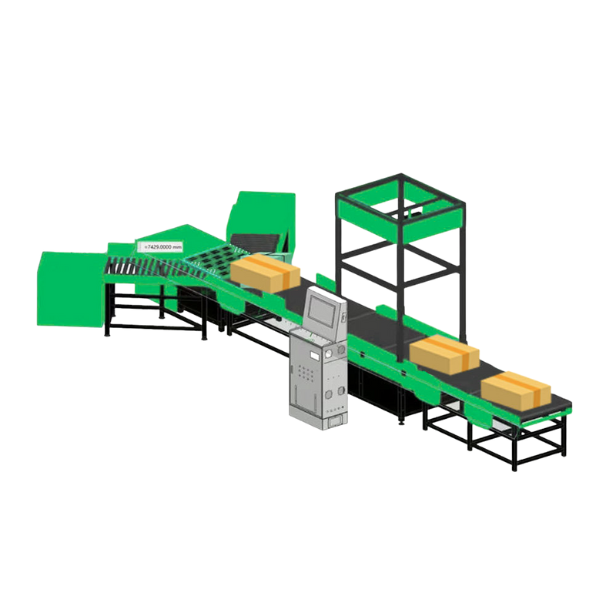
Small incline conveyors play a pivotal role in modern material handling systems, particularly in settings where space is limited and efficient transport is crucial. These conveyors are designed to tackle the challenges of moving materials between different elevation levels, making them indispensable in industries such as logistics, manufacturing, food processing, and pharmaceuticals.
The design of small incline conveyors allows for flexible installation, accommodating various layouts and workflows. Their anti-slip belts ensure that materials remain securely in place during transit, reducing the risk of accidents and product loss. Additionally, the adjustable speed settings enable operators to fine-tune the flow of materials according to their specific processes, enhancing overall efficiency.
Our commitment to quality is reflected in our rigorous testing and quality assurance protocols. Each conveyor is constructed from high-grade materials, ensuring durability and reliability even in demanding environments. Moreover, we offer full-process customization, allowing clients to collaborate with our engineers to create solutions tailored to their operational needs. This approach not only mitigates risks associated with customization but also enhances implementation efficiency, delivering value to our clients.
As a trusted supplier with over a decade of experience, we pride ourselves on our ability to provide innovative solutions that meet the evolving demands of our clients. Our small incline conveyors are a testament to our dedication to quality, efficiency, and customer satisfaction, making them an ideal choice for businesses looking to optimize their material handling processes.

25
Sep
05
Nov
07
Nov
25
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy