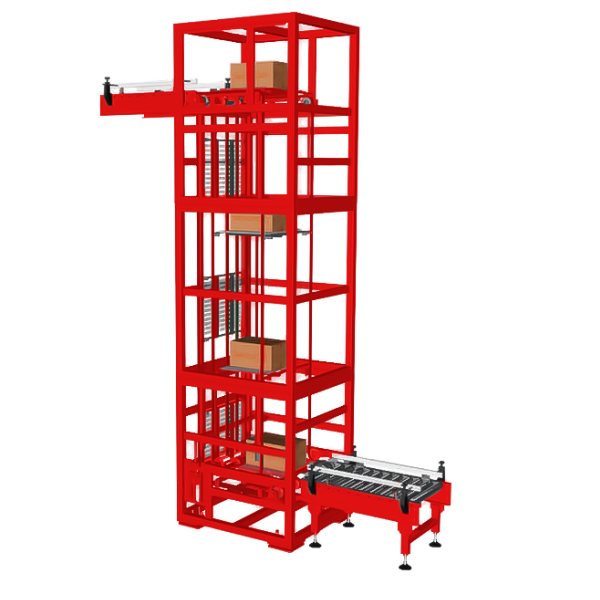
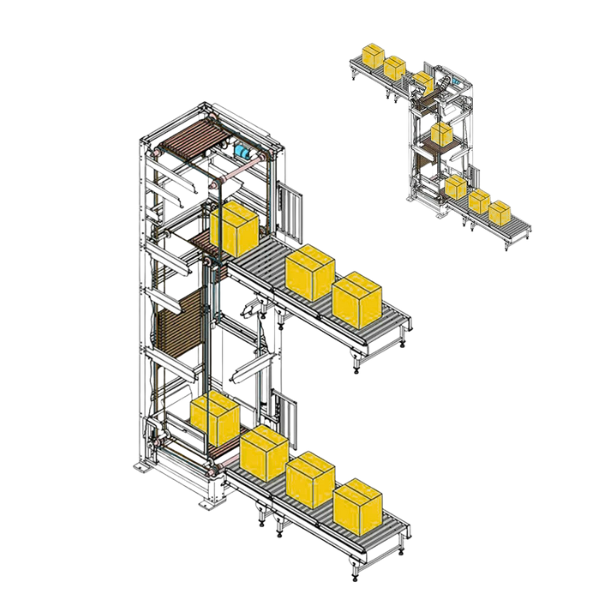
Our Cleated Incline Conveyors represent the pinnacle of innovation in material handling technology. Designed to address the unique challenges of transporting materials at an incline, these conveyors are equipped with robust cleats that prevent slippage, ensuring safe and efficient movement of goods. Our conveyors are particularly beneficial in environments where space is limited, allowing for vertical transport without compromising on speed or safety.
The design process begins with understanding the specific needs of our clients. We engage in detailed discussions to gather insights into the operational environment, material types, and handling requirements. This customer-centric approach allows us to create tailored solutions that maximize efficiency and minimize risks.
Our Cleated Incline Conveyors are built with high-quality materials, ensuring durability and longevity. Each unit undergoes rigorous testing to meet industry standards, providing peace of mind to our clients. Furthermore, our team of professional engineers is dedicated to continuous improvement, leveraging the latest technological advancements to enhance the performance of our products.
In addition to the physical product, we offer comprehensive support throughout the entire process—from initial consultation and design to installation and after-sales service. Our commitment to quality assurance means that every conveyor is inspected and tested to ensure it meets our high standards before it reaches your facility.

25
Sep
05
Nov
05
Nov
25
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy