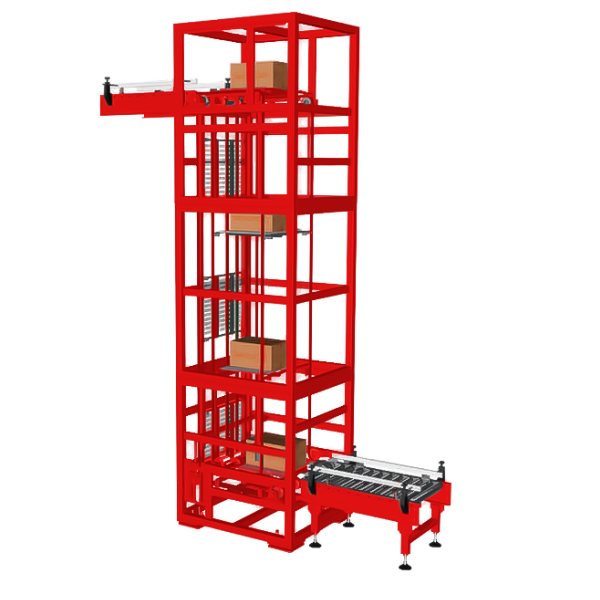
Unmatched Strength and Versatility of Stainless Steel Roller Conveyors
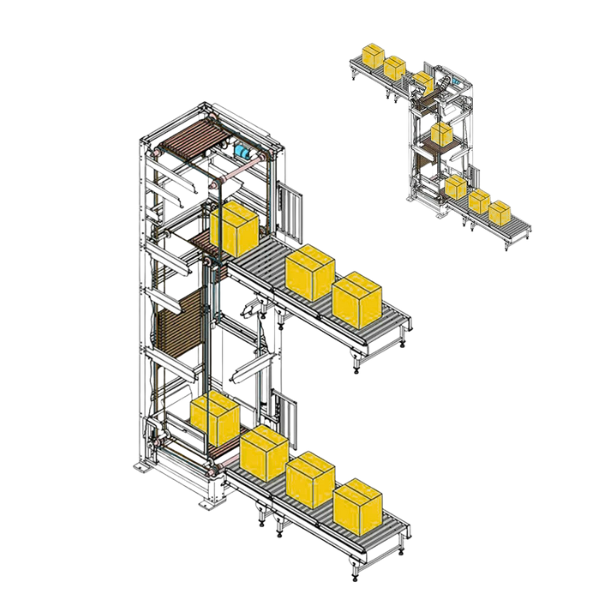
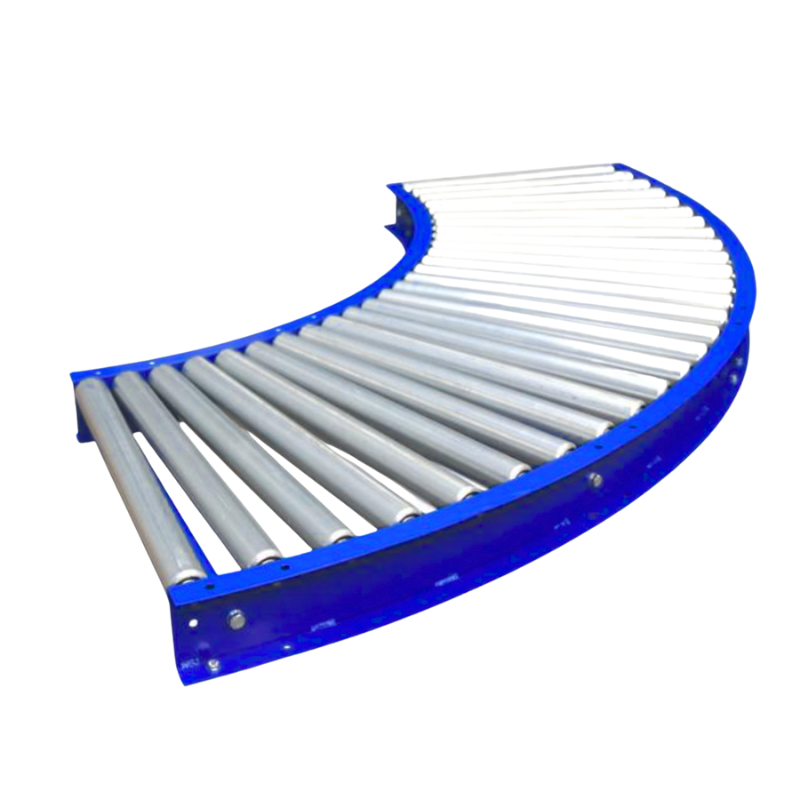
Stainless steel roller conveyors are engineered for durability and efficiency, making them an ideal choice for various industries. These conveyors boast high strength and wear resistance, ensuring long-term performance even in demanding environments. Their design allows for multi-angle conveying, which enhances flexibility in production line setups. Additionally, the corrosion-resistant properties of stainless steel make these conveyors suitable for food processing and pharmaceutical applications, where hygiene is paramount. With a focus on precise adaptation to client needs, our stainless steel roller conveyors are customizable, ensuring they meet specific operational requirements.
Get A Quote