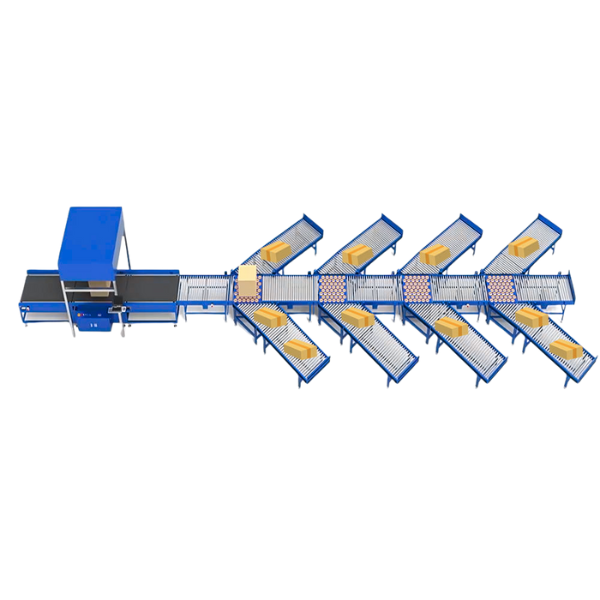
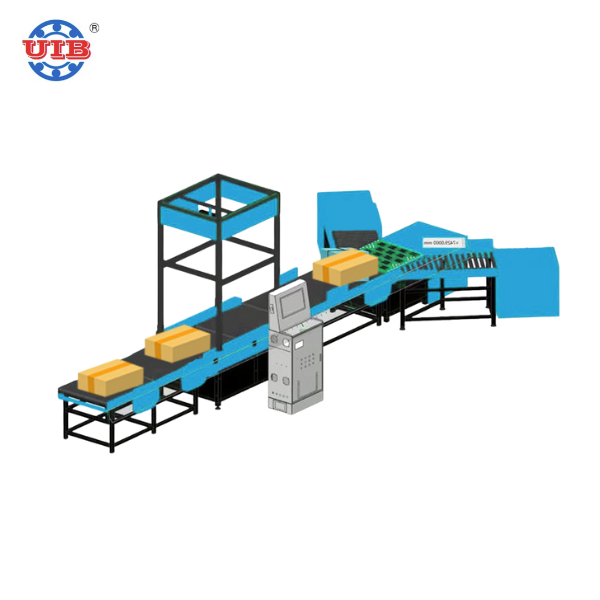
In the world of industrial automation, the choice of conveyor systems can significantly impact operational efficiency and product quality. Stainless steel conveyor systems are increasingly preferred across various industries due to their durability, resistance to corrosion, and ease of maintenance. Our company specializes in providing high-quality stainless steel conveyor solutions that cater to the unique requirements of sectors like food processing, pharmaceuticals, and logistics.
The manufacturing process of our stainless steel conveyors begins with the selection of premium materials, ensuring that every component meets stringent quality standards. Our experienced engineers work closely with clients to understand their specific needs, allowing us to offer customized solutions that address key operational challenges.
For example, in food processing environments, hygiene is paramount. Our conveyors are designed with smooth surfaces and minimal crevices to facilitate thorough cleaning, reducing the risk of contamination. In pharmaceutical applications, our systems can be tailored to meet regulatory requirements, ensuring compliance while enhancing efficiency.
Furthermore, our stainless steel conveyor systems are equipped with advanced features such as intelligent control systems that optimize performance and reduce energy consumption. This not only improves productivity but also contributes to sustainability initiatives by minimizing waste.
Our commitment to quality extends beyond the initial sale. We provide comprehensive after-sales support, ensuring that our clients receive timely assistance and maintenance services to keep their systems running smoothly. By choosing our stainless steel conveyor systems, clients can expect a reliable partner dedicated to delivering value and meeting their operational needs effectively.

25
Sep
05
Nov
05
Nov
25
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy