
يُعد نظام الناقل الأسطواني المعياري يُحدث تغييرًا في طريقة نقل المواد داخل المستودعات والمصانع، لأنه يسمح للعمال بتركيبه وضبطه بأنفسهم دون الحاجة إلى دعم فني متخصص. ما يجعل هذه الأنظمة فعّالة للغاية هو استخدام قطع قياسية يمكن استبدالها بسهولة، مثل الإطارات والأجزاء المتداولّة وجميع قطع التوصيل. ولا يتطلب تجميعه أي أدوات معقدة، بل مجرد أدوات يدوية بسيطة يمتلكها معظم الناس بالفعل. أما الناقلات التقليدية المصنوعة باللحام فهي مختلفة تمامًا، إذ تتطلب بناءً مخصصًا يستغرق وقتًا طويلاً. ومع الأنظمة المعيارية، يمكن للشركات توسيع عملياتها أو إعادة ترتيب مساحتها خلال ساعات بدلاً من الانتظار لعدة أيام حتى يتم تركيب كل شيء.
تشمل المزايا الرئيسية التي تدفع نحو اعتماد الحلول اليدوية ما يلي:
ي convي التصميم الناقلات من بنيّة تحتية ثابتة إلى أصول مرنة تتوسع وفقًا للاحتياجات التشغيلية. وتشير الت manufacturers بتحقيق ت ensmont أسرع بنسبة 60٪ مقارنة بالنظم التقليدية، مما يجعل الناقلات البكرية المعيارية خيارًا ذكيًا للمستودعات ومراكز التوزيع وخطوط الإنتاج التي تتطلب المروءة.
جهّز مكان عمل خالٍ من المخاطر عن طريق تطهير محيط يزيد عن طول الناقل بـ 1.5 مرة على الأقل للسماح بالحركة الكاملة. تضمن أن يكون الأرضية مسطّحة ضمن تولير ±3 مم/م² وأن يكون الارتفاع الصافي فوق الناقل يزيد عن أعلى مكون بـ 0.5 متر. نفّذ إجراءات السلامة الحرجة:
تحقق من جميع المكونات مقابل البيان الرقمي قبل بدء التجميع. تشمل الفحوصات الرئيسية:
تشمل الأدوات الأساسية مفاتح عزم معايرة (بدقة ±2%)، شعارات الليزر، وسجاد مضادة للكهرباء الساكنة. تشكل الأجزاء المفقودة أو التالفة 42% من فشل التجميع المنزلي — اختبر مقاومة دوران كل أسطوانة قبل التركيب. يقلل التحقق السليم للتعديلات بعد البناء بنسبة تصل إلى 70%.
ضع جميع قطع الإطار أولاً على سطح مستوٍ. عند تثبيت الأرجل، تضمن أنها متصلة بزوايا قائمة باستخدام مربع النجّار التقليدي للحصول على الدقة. ابدأ بشد البراغي يدويًا دون الإفرط في شدها. بعد ذلك، قم بإعطاء البراغي عزم الدوران المناسب حسب المواصفات المحددة من قبل الشركة المصنعة للمعدات، عادةً ما بين 25 إلى 30 نيوتن متر. لقد رأينا مرارًا وتكرارًا كيف يمكن لسوء محاذاة الإطار أن يُسبب مشاكل لاحقًا، حيث يُمثل في الواقع حوالي ثلاثة أرباع جميع المشكلات أثناء التشغيل وفقًا للخبراء في المجال الذين يراقبون هذه الأمور. قبل المتابقة، تحقق من أن الأربعة أرجل تستقر بشكل متساوٍ على الأرض. يعمل مستوى الليزر الجيد بشكل ممتاز هنا، صدقني بعد أن مررت بعدد كافٍ من عمليات التركيب حيث كان أحد الأرجل دائمًا منخفضًا قليلاً.
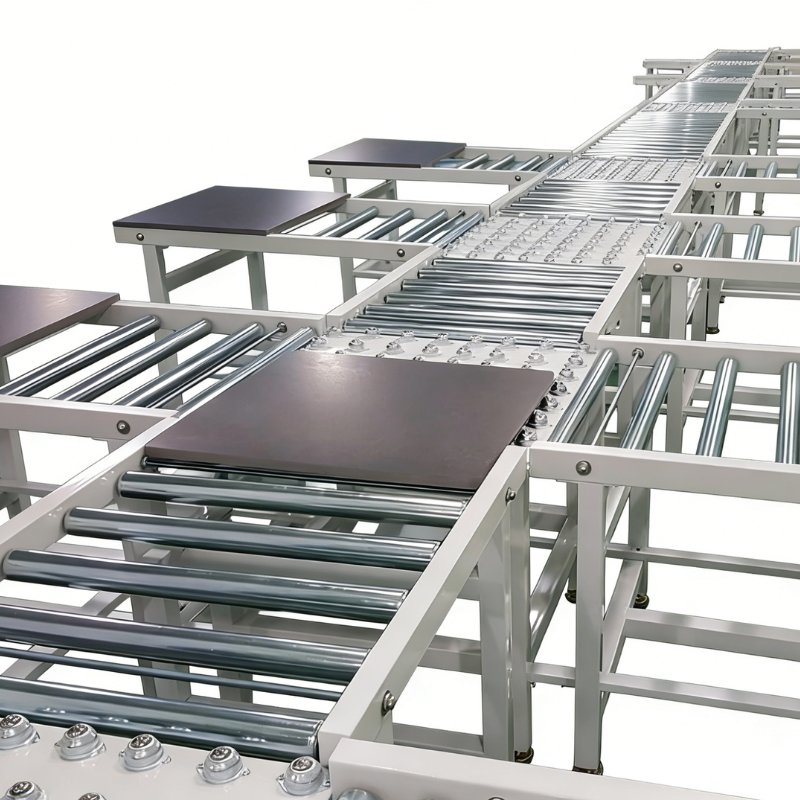
يجب إدخال البكرات في الفتحات المقطوعة مسبقًا كل ثلاث بوصات تقريبًا، وهو ما يُعد تقريبًا المعيار الصناعي لنقل الصنادوق. اترك فراغًا يبلغ حوالي ثمن بوصة بين نهاية البكرة وجانبي الإطار. يساعد هذا الفراغ الصغير في منع الالتصاق أثناء التشغيل. عند العمل على الأنظمة التي تُدار بالمحرك، تتأكد من أن المحاور الدوارة تتماشى بشكل مناسب مع التُسُنّات المقابلة لها قبل شد براغي التثبيت. وإلا فقد لا يعمل النظام بأكمله بسلاسة لاحقًا. إذا أظهرت الاختبارات أن البكرات تنحني بأكثر من 1/16 بوصة عند التحميل، فقد حان الوقت لاستخدام شرائح فاصلة لتصحيح مشاكل المحاذاة. إن الحصول على هذه القياسات بدقة يُحدث فرقًا حقيقيًا في الكفاءة أيضًا. تشير الدراسات إلى أن التركيب السليم يمكن أن يقلل استهلاك الطاقة بنسبة تتراوح بين 15% وصولاً إلى ما يقارب 20%، اعتمادًا على مدى دقة تركيب جميع الأجزاء معًا.
راقب الاهتزازات أو الضوضاء غير الطبيعية، فهي علامات شائعة لعدم اتساق الأسطوانات. أعد شد جميع المثبتات بعد 48 ساعة من التشغيل لمراعاة استقرار المواد.
قم بتشغيل اختبارات فارغة بعد التجمع لاكتشاف مشاكل الاتساق. يشير دوران الأسطوانات غير المتساوي أو انحراف المنتج عن المسار إلى عدم الاتساق. للتصحيحات البسيطة، قم بتفكيل صوام البراغي واعادة محاذاة الأسطوانات بحيث تكون عمودية على الإطار باستخدام أدوات الليزر أو المسطرات. معالجة سحب الأسطوانة من خلال:
غالبًا ما تكون السحب المستمرة نتيجة للتثبيت غير الصحيح للتوتر. يمكن أن يؤدي عدم المحاذاة بمقدار 2 مم إلى زيادة استهلاك الطاقة بنسبة 15٪ وتسريع تآكل المكونات.
اختبر النظام تحت أقصى حمل لتقييم توزيع الوزن. قد تنشأ تدفقات المنتج غير المتسقة من:
اضبط تباعد البكرات بناءً على أبعاد المنتج — الفجوات الأضيق تمنع الازدحام بالنسبة للعناصر الصغيرة. ولتحقيق إنتاجية مستقرة، قم بزيادة السرعة تدريجيًا مع مراقبة مناطق التراكم. تأكد من أن وحدات الدفع توفر عزم دوران ثابت، خاصة عند التعامل مع الأحمال ذات الأشكال غير المنتظمة.
UIB شيامن هي مصنعٌ يعمل منذ 10 سنوات، ويوفر حلولاً مخصصة لمعدات النقل والفرز الآلي والرافعات الشوكية وماكينات مناولة المواد المستخدمة في مجالات الخدمات اللوجستية، سلسلة التبريد، والتصنيع. وتتوفر حلول مخصصة مجانية.
الغرفة 1409، مركز SM الدولي، طريق شينغشان، منطقة هولي، مدينة شيامن، مقاطعة فوجيان، الصين.
حقوق الطبع والنشر © 2025 بواسطة شركة UIB (شيامن) لتصنيع المحامل المحدودة. سياسة الخصوصية





 الأخبار الساخنة
الأخبار الساخنة

