ระบบสายพานลำเลื่อนแบบโมดูลาร์กำลังเปลี่ยนวิธีที่วัสดูถูกเคลื่อนย้ายในคลังสินค้นและโรงงาน เนื่องว่าพนักงานสามารถติดตั้งและปรับแต่งด้วยตนเอง โดยไม่จำเป็นต้องมีการสนับเทคนิคพิเศษ สิ่งที่ทำให้ระบบนี้ทำงานได้อย่างมีประสิทธิภาพคือชิ้นส่วนมาตรฐานที่ทุกคนสามารถเปลี่ยนได้ง่าย ไม่ว่าเป็นโครงสร้าง กราดกลิ้ง และชิ้นส่วนต่อต่างๆ การติดตั้งไม่ต้องการเครื่องมือพิเศษ เพียงแค่เครื่องมือมือทั่วสามัญที่คนส่วนใหญ่มีอยู่แล้ว ซึ่งต่างจากสายพานลำเลื่อนแบบดั้งเดิมที่เชื่อมด้วยการเชื่อม อย่างลิบลับ ซึ่งสิ่งเหล่านั้นต้องสร้างตามสั่ง ซึ่งใช้เวลานาน ในทางกลับกัน ด้วยระบบที่เป็นโมดูลาร์ บริษัทสามารถขยายการดำเนินงานหรือจัดเรียงพื้นที่ภายในไม่กี่ชั่วโมง แทนจากรอหลายวันเพื่อให้ทุกอย่างพร้อม
ข้อได้เปรียบหลักที่ขับการใช้แบบทำด้วยตนเอง รวมดังนี้:
การออกแบบนี้เปลี่ยนแปลงเครื่องลำเลียงจากโครงสร้างแบบถาวรให้กลายเป็นทรัพย์สินที่ยืดหยุ่นและสามารถขยายตามความต้องการในการดำเนินงาน ผู้ผลิตรายงานว่าการประกอบเร็วกว่าระบบดั้งเดิมถึง 60% ทำให้เครื่องลำเลียงลูกกลิ้งแบบโมดูลาร์เป็นทางเลือกที่เหมาะสมสำหรับคลังสินค้า ศูนย์กระจายสินค้า และสายการผลิตที่ต้องการความคล่องตัว
เตรียมพื้นที่ทำงานที่ปลอดภัยจากการอันตราย โดยการเคลียร์พื้นที่รอบๆ ให้มีขนาดใหญ่กว่าความยาวของเครื่องลำเลียงอย่างน้อย 1.5 เท่า เพื่อให้มีพื้นที่เคลื่อนไหวอย่างเต็มที่ ตรวจสอบให้แน่ใจว่าพื้นเรียบในช่วงความคลาดเคลื่อน ±3 มม./ม² และระยะช่องว่างเหนือศีรษะมากกว่าชิ้นส่วนที่สูงที่สุดอย่างน้อย 0.5 เมตร ดำเนินมาตรการด้านความปลอดภัยที่สำคัญ:
ตรวจสอบส่วนประกอบทั้งหมดเทียบกับเอกสารดิจิทัลก่อนเริ่มการประกอบ รายการตรวจสอบสำคัญรวมถึง:
เครื่องมือที่จำเป็นรวมถึงประแจวัดแรงบิดที่ได้รับการสอบเทียบ (ความแม่นยำ ±2%), เครื่องชั่งเลเซอร์ และพรมต้านไฟฟ้าสถิต ชิ้นส่วนที่สูญหายหรือเสียหายคิดถึง 42% ของการล้มเหลวในการประกอบแบบ DIY—ควรทดสอบค่าต้านการหมุนของแต่ละลูกกลิ้งก่อนติดตั้ง การตรวจสอบที่เหมาะสมสามารถลดการปรับแก้หลังการประกอบได้สูงถึง 70%
วางชิ้นส่วนโครงถังลงบนพื้นเรียบก่อน ขณะติดตั้งขา ตรวจสอบว่าขาต่ออยู่ในมุมฉากโดยใช้ไม้ฉากช่างไม้แบบดั้งเดิมเพื่อรับประกันความแม่นยำ เริ่มต้นด้วยขันน็อตด้วยมือก่อน อย่าขันแน่นเกินไปในขั้นแรก จากนั้นจึงใช้แรงบิดตามที่ผู้ผลิตอุปกรณ์กำหนด โดยทั่วมักอยู่ในช่วง 25 ถึง 30 นิวตันเมตร เราได้เห็นซ้ำและซ้ำอีกว่าโครงถังที่จัดตำแหน่งไม่ถูกจะก่อปัญหาในขั้นตอนถัดไป ซึ่งตามข้อมูลจากผู้เชี่ยวยวิชาชีพในอุตสาหกรรมระบุว่าปัญหาเหล่านี้คิดเกือบสามในสี่ของทุกปัญหาที่เกิดขณะปฏิบัติการ ก่อนดำเนินขั้นตอนต่อ ตรวจสอบว่าทั้งสี่ขาตั้งอยู่ในระดับความสูงเท่าเทียมทั่วพื้น ใช้เครื่องวัดเลเซอร์ระดับที่ดีจะให้ผลลั้งที่ยอดเยี่ยมในจุดนี้ เชื่ฟผมหลังผ่านการติดตั้งเพียงพอกับสถานการณ์ที่ขาหนึ่งข้างมักสูงต่ำต่างเล็กเล็ก
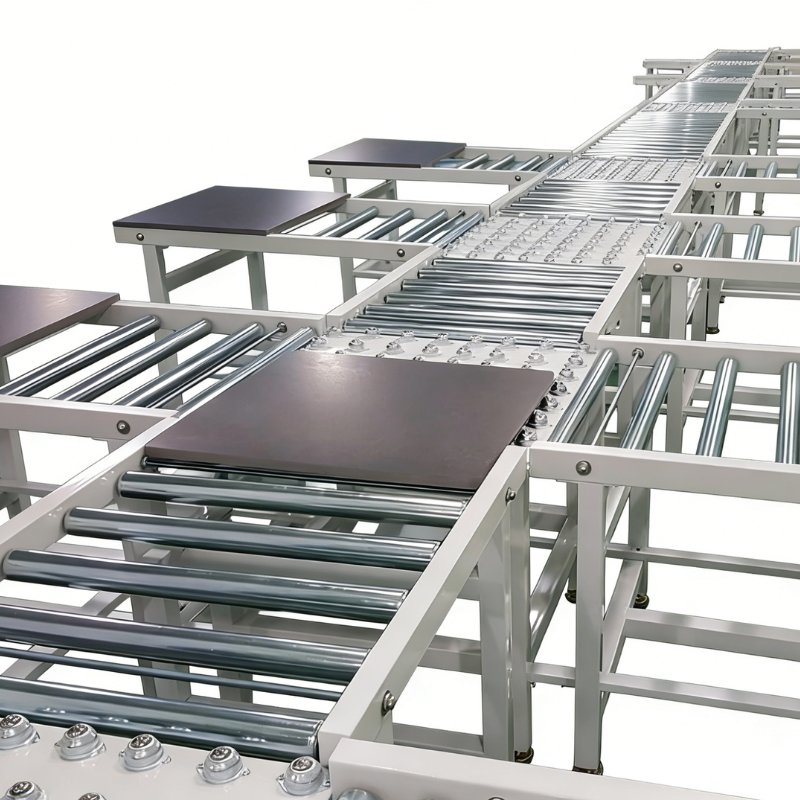
รอลเลอร์ควรเข้าในช่องที่ตัดก่อนทุกๆ 3 นิ้ว หรือประมาณนั้น ซึ่งเป็นมาตรฐานของอุตสาหกรรม ในการขนกล่องไปรอบๆ ให้มี khoảng 1/8 นิ้วระหว่างจุดปลายของม้วนกับด้านกรอบ ที่นี่เป็นช่องว่างเล็กๆ ทําให้สิ่งของไม่ติดระหว่างการทํางาน เมื่อทํางานกับการตั้งตั้งแบบที่ขับเคลื่อนด้วยมอเตอร์ ให้แน่ใจว่าแกนขับเคลื่อนนั้น ติดกับสเปร็อตที่ตรงกันก่อนก่อนที่จะเปิดสกรูที่ตั้งลง ไม่งั้นระบบทั้งหมดอาจจะไม่ทํางานได้อย่างเรียบร้อยในภายหลัง ถ้าการทดสอบแสดงว่ากลมบิดมากกว่า 1/16 นิ้ว เมื่อบรรทุก มันถึงเวลาที่จะนําออกมาบางส่วนของ spacer shims เพื่อแก้ไขปัญหาการจัดอันดับ การวัดขนาดให้ถูกต้อง จะทําให้เกิดความแตกต่างอย่างแท้จริง ในเรื่องของประสิทธิภาพ การศึกษาแสดงให้เห็นว่า การติดตั้งอย่างถูกต้อง สามารถลดการใช้พลังงานได้จาก 15% ถึงเกือบ 20% ขึ้นอยู่กับว่าทุกอย่างเข้ากันได้ดีแค่ไหน
สังเกตการสั่นสะเทือนหรือเสียงผิดปกติ ซึ่งเป็นสัญญาณทั่วไปของการไม่ตรงแนวของลูกกลิ้ง ขันยึดสกรูและชิ้นส่วนยึดทั้งหมดใหม่อีกครั้งหลังจากการทำงานต่อเนื่องเป็นเวลา 48 ชั่วโมง เพื่อชดเชยการทรุดตัวของวัสดุ
ทำการทดสอบโดยไม่มีภาระหลังการประกอบ เพื่อตรวจจับปัญหาการจัดแนว การหมุนของลูกกลิ้งที่ไม่สม่ำเสมอ หรือผลิตภัณฑ์เบี่ยงเบนจากแนว แสดงถึงการจัดแนวที่ผิดพลาด สำหรับการแก้ไขเล็กน้อย ให้คลายสลักเกลียวยึดและจัดแนวลูกกลิ้งใหม่ให้อยู่ในแนวตั้งฉากกับโครง โดยใช้เครื่องมือเลเซอร์หรือไม้บรรทัดตรง แก้ไขปัญหาแรงต้านของลูกกลิ้งโดย:
การลากที่เกิดอย่างต่อเนื่องมักเกิดจากการตึงที่ไม่เหมาะสม การเบี่ยงเบนออก 2 มม. สามารถเพิ่มการใช้พลังงานขึ้น 15% และเร่งการสึกหรอของชิ้นส่วน
ทดสอบระบบภายใต้ภาระสูงสุดเพื่อประเมินการกระจายน้ำหนัก การไหลของผลิตภัณฑ์ที่ไม่สม่ำเสมออาจเกิดจาก:
ปรับระยะห่างของลูกกลิ้งตามมิติของผลิตภัณฑ์—ช่องแคบกว่าจะป้องกันการติดขัดสำหรับสิ่งของขนาดเล็ก สำหรับอัตราการผ่านที่มั่นคง เพิ่มความเร็วอย่างค่อยเป็นค่อยตามขณะสังเกตโซนการสะสม ตรวจสอบว่าหน่วยไดร์ฟส่งแรงบิดที่สม่ำเสมอ โดยเฉพาะเมื่อจัดการกับภาระที่มีรูปร่างไม่สมมาตร
UIB เซี่ยเหมิน เป็นโรงงานที่มีประสบการณ์ 10 ปี ในการจัดหาสายพานลำเลียง เครื่องคัดแยกอัตโนมัติ รถยก และอุปกรณ์จัดการวัสดุที่ออกแบบเฉพาะสำหรับงานโลจิสติกส์ ห่วงโซ่ความเย็น และการผลิต พร้อมให้บริการโซลูชันที่ปรับแต่งได้ฟรี
ห้อง 1409 ศูนย์ SM International Center ถนนซิงซาน เขตหูลี เมืองเซี่ยเหมิ่น มณฑลฝูเจี้ยน ประเทศจีน
สงวนลิขสิทธิ์ © 2025 โดย UIB (เซียะเหมิ่น) เบ어ริ่ง จำกัด นโยบายความเป็นส่วนตัว






 ข่าวเด่น
ข่าวเด่น

