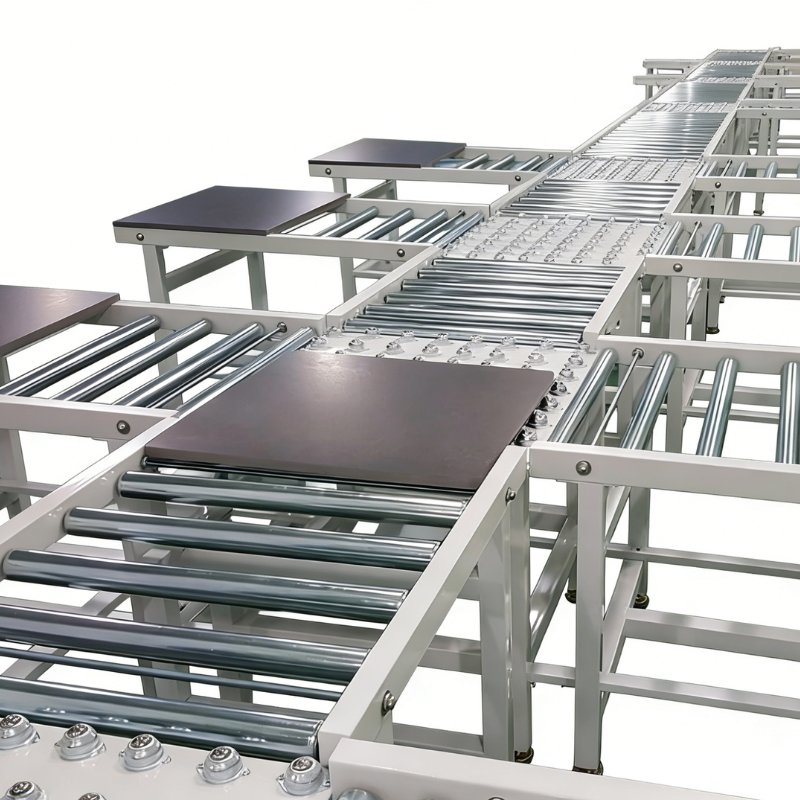
Modüler rulolu konveyör sistemi, çalışanların özel teknik destek gerektirmeden kendileri kurup ayarabilmeleri sebebiyle depolar ve fabrikalarda malzeme taşınma biçimini değiştirmektedir. Bu sistemlerin işlerliğini sağlayan şey, herkesin kolayca değiştirebileceği standart parçalardır: çerçeveler, rulolar ve tüm bağlantı elemanları. Montajı, insanların zaten evinde bulabilecekleri gibi basit el aletleriyle tamamlanabilir. Kaynaklı geleneksel konveyörler ise tamamen farklı bir hikayedir. Bu tür sistemler özel üretim gerektirir ve çok uzun zaman alır. Modüler sistemler sayesinde, şirketler operasyonlarını genişletmek veya mevcut alanlarını günlerce beklemek yerine, saatler içinde yeniden düzenleyebilir.
Yap-Kur kullanımını artıran temel avantajlar şunlardır:
Bu tasarım, taşıyıcı sistemleri sabit altyapıdan operasyonel ihtiyaçlara göre ölçeklenebilen esnek varlıklara dönüştürür. Üreticiler, geleneksel sistemlere kıyasla %60 daha hızlı montaj bildirmektedir ve bu da modüler rulolu taşıyıcıları çeviklik gerektiren depolar, dağıtım merkezleri ve üretim hatları için akıllı bir seçim haline getirir.
Tam hareket kabiliyeti sağlamak için taşıyıcı uzunluğunun en az 1,5 katı kadar bir alan temizleyerek tehlikesiz bir çalışma alanı hazırlayın. Zeminin ±3 mm/m² tolerans dahilinde düzgün olduğundan ve en yüksek bileşenden 0,5 metre fazla baş boşluğu bulunduğundan emin olun. Kritik güvenlik önlemlerini uygulayın:
Montajı başlatmadan önce tüm bileşenleri dijital manifestoya karşı doğrulayın. Temel kontroller şunları içerir:
Gerekli araçlar kalibreli tork anahtarlar (±2% doğruluk), lazer seviyeler ve anti-statik matlar içerir. Kendi başın a parçaların eksikliği veya hasarı, DIY montaj hatalarının %42'sini oluşturur—kurulumdan önce her rulanın dönüş direncini test edin. Uygun doğrulama, montaj sonrası ayarları %70'ye varan oranda azaltır.
Önce tüm bu çerçeve parçalarını düz bir yüzeye yerleştirin. Ayakları takarken, doğruluğu sağlamak için köşebent kullanarak dik açılar oluşturduklarından emin olun. Cıvataları önce elle sıkıştırarak başlayın, henüz fazla abartmayın. Bundan sonra, ekipman üreticisinin belirttiği tork değerine göre uygun şekilde sıkın, genellikle yaklaşık 25 ila 30 Newton metre civarında olur. Endüstriyel uzmanların izlediğine göre, hizalanmamış çerçevelerin daha sonra işleri ne kadar kötü etkileyebileceğini defalarca gördük ve işletimdeki tüm sorunların neredeyse üç çeyreğini bu oluşturuyor. İlerlemeden önce, dört ayağın da zemin boyunca eşit yükseklikte durduğundan emin olun. Burada güvenilir bir lazer seviyesi harika iş çıkarır, inan bana; her seferinde bir ayağın hafifçe sapmasıyla yeterince kurulum deneyimim oldu.
Rulolar, kutuları taşımak için sektörde neredeyse standart olan her üç inçte bir bu ön kesim yuvalarına girmelidir. Ruloların bitiş noktaları ile çerçeve kenarları arasında yaklaşık olarak bir sekizde bir inç boşluk bırakın. Bu küçük boşluk, çalışma sırasında parçaların takılıp kalmasını engeller. Motorla çalışan sistemler üzerinde çalışırken, sabitleme vidalarını sıkıştırmadan önce tahrik millerinin karşılık gelen dişlilerle doğru şekilde hizalanması sağlanmalıdır. Aksi takdirde daha sonra tüm sistem düzgün çalışmayabilir. Testler yüklendiğinde ruloların 1/16 inç'ten fazla büküldüğünü gösterirse, hizalama sorunlarını düzeltmek için bazı ayar pulunu çıkarmanız gerekir. Bu ölçümleri doğru yapmak verimlilik açısından da gerçek bir fark yaratır. Yapılan araştırmalar, her şeyin ne kadar iyi oturduğuna bağlı olarak uygun montajın güç tüketimini %15 ila neredeyse %20'ye kadar düşürebileceğini göstermektedir.
Anormal titreşimler veya gürültüyü izleyin—bu genellikle rulman hizalanmasının bozuk olduğunun göstergesidir. Malzemenin oturması nedeniyle 48 saatlik çalışma süresinden sonra tüm bağlantı elemanlarının torkunu yeniden uygulayın.
Hizalama sorunlarını tespit etmek için montajdan sonra boş testler çalıştırın. Eşit olmayan rulo dönüşü veya ürünün yön değiştirme eğilimi hizalama hatasını gösterir. Küçük düzeltmeler için montaj cıvatalarını gevşetin ve lazerli aletler veya cetveller kullanarak ruloları çerçevenin dik olacak şekilde yeniden hizalayın. Rulo sürüklenmesini şu şekilde giderin:
Sürekli sürüklenme genellikle yanlış gerilimden kaynaklanır. 2 mm'lik bir hizalama hatası enerji tüketimini %15 artırabilir ve bileşen aşınmasını hızlandırabilir.
Ağırlık dağılımını değerlendirmek için sistemi maksimum yük altında test edin. Ürün akışındaki tutarsızlıklar şunlardan kaynaklanıyor olabilir:
Ürün boyutlarına göre silindir aralığını ayarlayın—daha dar aralıklar küçük ürünlerde tıkanmaları önler. Kararlı verimlilik için, birikim bölgelerini gözlemleyerek hızı kademeli olarak artırın. Düzensiz şekilli yükler taşınırken bile tahrik ünitelerinin tutarlı tork sağladığından emin olun.
 Son Haberler
Son Haberler2026-01-14
2025-09-25
2025-09-24
UIB Xiamen, lojistik, soğuk zincir ve imalat sektörleri için özel konveyör, sıralama makinesi, forklift ve malzeme taşıma makineleri sağlayan 10 yıllık bir fabrikadır. Ücretsiz özel çözüm hizmeti mevcuttur.
Çin, Fujian Eyaleti, Xiamen Şehri, Huli İlçesi, Xingshan Caddesi, SM International Center, 1409 Odası
Telif Hakkı © 2025, UIB (Xiamen) Bearing Co., Ltd. Gizlilik Politikası