Hệ thống băng tải con lăn mô-đun đang thay đổi cách di chuyển vật liệu trong các kho và nhà máy vì chúng cho phép công nhân tự lắp đặt và điều chỉnh mà không cần hỗ trợ kỹ thuật chuyên biệt. Điều làm cho các hệ thống này hoạt động hiệu quả chính là các bộ phận tiêu chuẩn mà ai cũng có thể thay thế dễ dàng — khung, các con lăn, và tất cả các chi tiết nối. Việc lắp ráp chỉ cần những công cụ cầm tay đơn giản mà hầu hết mọi người đều có sẵn. Ngược lại, băng tải truyền thống được hàn cố định lại là một câu chuyện hoàn toàn khác. Những thứ đó cần được xây dựng theo đơn đặt hàng, điều mất rất nhiều thời gian. Với các thiết lập mô-đun, các công ty có thể mở rộng hoạt động hoặc sắp xếp lại không gian trong vài giờ thay việc chờ đợi cả ngày trời để mọi thứ hoàn tất.
Các lợi thế chính thúc đẩy việc áp dụng tự làm bao gồm:
Thiết kế này biến băng tải từ cơ sở hạ tầng cố định thành tài sản linh hoạt, có thể mở rộng theo nhu cầu vận hành. Các nhà sản xuất báo cáo thời gian lắp ráp nhanh hơn 60% so với các hệ thống truyền thống, khiến băng tải con lăn mô-đun trở thành lựa chọn thông minh cho kho hàng, trung tâm phân phối và dây chuyền sản xuất đòi hỏi tính linh hoạt.
Chuẩn bị khu vực làm việc an toàn bằng cách dọn dẹp vùng xung quanh rộng ít nhất 1,5 lần chiều dài băng tải để đảm bảo di chuyển dễ dàng. Đảm bảo mặt sàn phẳng trong phạm vi dung sai ±3mm/m² và khoảng trống phía trên vượt quá thành phần cao nhất 0,5 mét. Thực hiện các biện pháp an toàn thiết yếu:
Xác minh tất cả các thành phần so với bản kê khai kỹ thuật số trước khi bắt đầu lắp ráp. Các bước kiểm tra chính bao gồm:
Các công cụ thiết yếu bao gồm cờ lê lực đã hiệu chuẩn (độ chính xác ±2%), máy cân mực laser và tấm chống tĩnh điện. Việc thiếu hoặc hư hỏng linh kiện chiếm tới 42% nguyên nhân thất bại trong lắp ráp tự thực hiện — hãy kiểm tra độ cản quay của từng con lăn trước khi lắp đặt. Việc xác minh đúng cách có thể giảm điều chỉnh sau lắp ráp đến 70%.
Đặt tất cả các mảnh khung xuống một bề mặt phẳng trước tiên. Khi lắp các chân, hãy đảm bảo chúng được nối vuông góc với nhau bằng cách sử dụng một chiếc thước vuông thợ mộc truyền thống để đảm bảo độ chính xác. Bắt đầu bằng cách siết chặt các bu-lông bằng tay, đừng siết quá mạnh ngay từ đầu. Sau đó, siết chúng đến mức mô-men xoắn đúng theo quy định của nhà sản xuất thiết bị, thường vào khoảng 25 đến 30 Newton mét. Chúng tôi đã chứng kiến nhiều lần khung bị lệch có thể gây ra sự cố nghiêm trọng sau đó, thực tế chiếm khoảng ba phần tư số sự cố trong quá trình vận hành, theo các chuyên gia trong ngành theo dõi những vấn này. Trước khi tiến hành tiếp, hãy kiểm tra rằng cả bốn chân đều ở độ cao bằng nhau trên mặt sàn. Một máy thủy bình laser tốt sẽ phát huy tác dụng tuyệt vời ở đây, hãy tin tôi sau khi đã trải qua đủ nhiều lần lắp đặt mà một chân luôn hơi chênh.
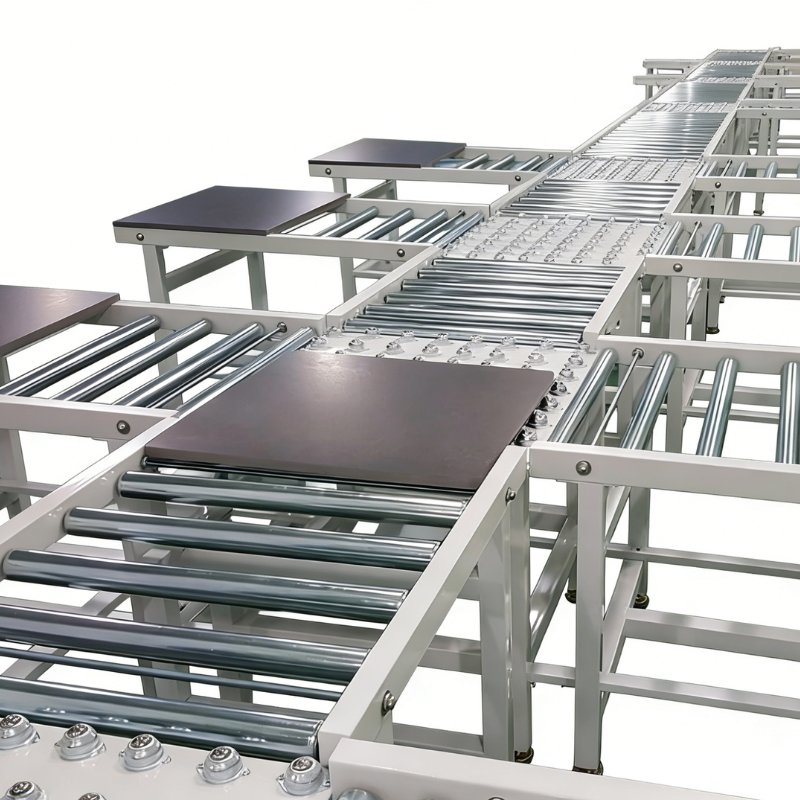
Các con lăn nên được đặt vào những khe đã cắt sẵn cách nhau khoảng ba inch, đây gần như là tiêu chuẩn ngành khi di chuyển các thùng hàng. Giữ khoảng cách khoảng 1/8 inch giữa điểm cuối của con lăn và các cạnh khung. Khoảng hở nhỏ này giúp mọi thứ không bị kẹt trong quá trình vận hành. Khi làm việc với các hệ thống truyền động bằng động cơ, hãy đảm bảo rằng các trục truyền động được căn chỉnh chính xác với bánh xích tương ứng trước khi siết chặt các vít cố định. Nếu không, toàn bộ hệ thống có thể hoạt động không trơn tru về sau. Nếu kiểm tra cho thấy các con lăn bị cong hơn 1/16 inch khi chịu tải, đã đến lúc sử dụng các miếng đệm chèn để điều chỉnh lại sự căn chỉnh. Việc đo đạc chính xác những thông số này thực sự tạo nên sự khác biệt về hiệu suất. Các nghiên cứu chỉ ra rằng việc lắp đặt đúng cách có thể giảm mức tiêu thụ điện từ 15% đến gần 20%, tùy thuộc vào độ chính xác khi lắp ráp các bộ phận.
Giám sát các rung động hoặc tiếng ồn bất thường — dấu hiệu phổ biến của lệch tâm con lăn. Siết lại tất cả các bulong sau 48 giờ hoạt động để bù đắp cho sự ổn định vật liệu.
Chạy thử không tải sau khi lắp ráp để phát hiện các vấn đề lệch tâm. Sự quay không đều của con lăn hoặc sản phẩm bị lệch hướng cho thấy lệch tâm. Đối với các điều chỉnh nhỏ, nới lỏng các bulong lắp và căn chỉnh lại các con lăn vuông góc với khung bằng công cụ laser hoặc thước thẳng. Xử lý hiện tượng kẹt lăn bằng cách:
Hiện tượng kéo dài thường do điều chỉnh lực căng không đúng. Sai lệch 2mm có thể làm tăng mức tiêu thụ năng lượng lên 15% và đẩy nhanh mài mòn các bộ phận
Kiểm tra hệ thống ở tải trọng tối đa để đánh giá sự phân bố trọng lượng. Dòng sản phẩm không ổn định có thể bắt nguồn từ:
Điều chỉnh khoảng cách con lăn dựa trên kích thước sản phẩm—khoảng hở hẹp hơn giúp ngăn kẹt đối với vật nhỏ. Để duy trì lưu lượng ổn định, tăng dần tốc độ trong khi quan sát các khu vực tích tụ. Đảm bảo các bộ truyền động cung cấp mô-men xoắn ổn định, đặc biệt khi xử lý các tải có hình dạng không đều
 Tin nóng
Tin nóng2026-01-14
2025-09-25
2025-09-24
UIB Hạ Môn là nhà máy có 10 năm kinh nghiệm cung cấp băng chuyền tùy chỉnh, máy phân loại tự động, xe nâng và thiết bị nâng hạ vật liệu cho lĩnh vực logistics, chuỗi lạnh và sản xuất. Giải pháp tùy chỉnh miễn phí có sẵn.
Phòng 1409, Trung tâm Quốc tế SM, Đường Xingshan, Quận Huli, Thành phố Hạ Môn, Tỉnh Phúc Kiến, Trung Quốc.
Bản quyền © 2025 bởi UIB (Xiamen) Bearing Co., Ltd. Chính sách bảo mật