
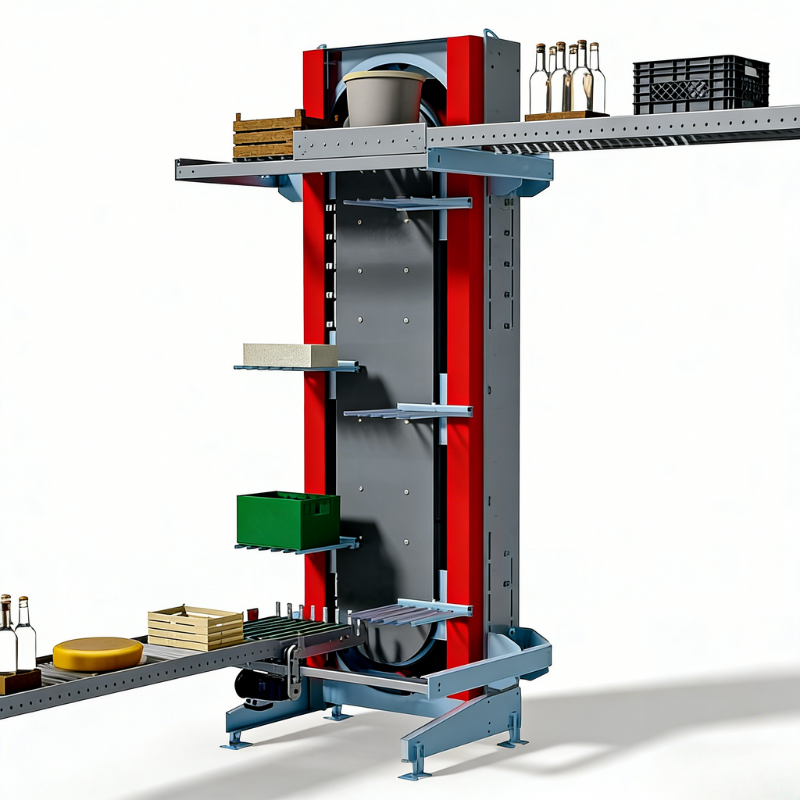
تتوقف أنظمة نقل الأسطوانات التلسكوبية عن العمل بشكلٍ صحيح بمجرد أن تخرج أجهزة الاستشعار الخاصة بها عن حالة المعايرة المناسبة. فتنفصل المقاطع عن بعضها البعض، ما يؤدي إلى دوران الأسطوانات بسرعات مختلفة، فيحدث انسداد تام ويتعذر انتقال المواد عبر النظام. كما لاحظنا أن أجهزة استشعار المحاذاة تنجرّ أو تزيح تدريجيًّا مع مرور الزمن، مما يجعل أقسام الناقل تعلق أو ترفض الانسحاب تمامًا. وهذا يجبر العمال على ضبط الأجزاء يدويًّا، بل وأحيانًا إيقاف خطوط الإنتاج بأكملها لأسباب تتعلق بالسلامة. كما تضطرب مسافات الفصل بين العبوات بشكلٍ كبير، ما يخفض الإنتاجية بنسبة تتراوح بين ١٥٪ و٣٠٪. والأمر الأسوأ أن الحِمْلات تنتهي غير محاذاة بشكلٍ سليم، ما يؤدي إلى وقوع تصادمات وتلف المنتجات في مختلف أنحاء المنشأة. وتتفاقم هذه المشكلات تدريجيًّا كلما انتقلت إلى المراحل اللاحقة في خط الإنتاج. فتبقى محطات العمل خاملةً منتظرةً وصول المواد، ما يكلّف الشركات نحو ٧٤٠,٠٠٠ دولار أمريكي سنويًّا وفق دراسة أجرتها مؤسسة بونيمون في العام الماضي. أما إجراء فحوصات دورية لأجهزة الاستشعار وإعادة معايرتها بانتظام، فيُجنب حدوث كل هذه الفوضى، ويضمن دقة التوقيت، وسلاسة عمليات التمدد والانسحاب، والكشف السليم عن الحِمْلات طوال الوقت عبر النظام بأكمله.

يؤدي كل نوع من أجهزة الاستشعار وظائف مميزة ومتكاملة تُعد ضرورية للتشغيل الديناميكي التلسكوبي:
عند الاستعداد لمعايرة المعدات، توجد عدة أمور أساسية يجب التحقق منها أولًا. ويجب أن يكون مصدر الطاقة مستقرًا، مع ألا يتجاوز تباين الجهد ٥٪. كما يجب أن تكون أسلاك الإشارات سليمة جميعها، أي أن تُجرى اختبارات الاستمرارية للتأكد من عدم وجود أي كسر أو فضلات في التوصيلات. ولا تنسَ أيضًا معايرة العناصر الميكانيكية. ويمكن لأدوات الليزر أن تساعد في التأكد من أن كل شيء مُرتَّبٌ بشكلٍ صحيح. وتشير الدراسات إلى أن نحو ٤٣٪ من مشكلات المعايرة تعود في الواقع إلى مشكلات ميكانيكية خفية، مثل الإطارات غير المستقيمة أو الأسطوانات المُركَّبة بطريقة غير صحيحة. وتؤثِّر هذه المشكلات المتعلقة بالمحاذاة على قراءات أجهزة الاستشعار حتى عندما تبدو الدوائر الإلكترونية سليمة. كما تلعب العوامل البيئية دورًا مهمًّا أيضًا. فإذا تغيرت درجة الحرارة أكثر من ١٥ درجة مئوية، أو تجاوزت الرطوبة النسبية ٦٠٪، فإن أجهزة الاستشعار لن تقدِّم نتائج دقيقة أثناء عملية المعايرة. وللتحقق من الأداء، يُنصح دائمًا بتسجيل سلوك النظام قبل إدخال أية تعديلات. واستخدم تشخيصات وحدة التحكم المنطقية القابلة للبرمجة (PLC) لالتقاط هذه القراءات الأولية، بحيث تتوفر لديك مرجعٌ ملموسٌ للمقارنة مع القراءات اللاحقة بعد إجراء التعديلات.
الوصول إلى واجهة وحدة التحكم القابلة للبرمجة (PLC) لضبط أجهزة الاستشعار البصرية والكاباسيتيف ديناميكيًّا وفقًا للظروف التشغيلية. بالنسبة لأجهزة الاستشعار البصرية:
وبالنسبة لأجهزة الاستشعار الكاباسيتيف، يُضبط العتبة وفقًا لكثافة الحمل النموذجية:
| كثافة المادة | العتبة الموصى بها |
|---|---|
| منخفضة (الرغوة، والبلاستيكات الرقيقة) | 15–25 بيكومتر فاراد (pF) |
| متوسطة (الكرتون المموج) | 30–45 بيكومتر فاراد (pF) |
| عالية (الحاويات المعدنية) | 55–70 بيكومتر |
تحقق من صحة جميع الضبطات باستخدام رسوم بيانية تفاعلية لمخرجات وحدة التحكم المنطقي القابل للبرمجة (PLC) في الوقت الفعلي، وذلك ضمن سرعات إنتاج مُحاكاة. وتمنع التغييرات التدريجية التعويض المفرط — الذي يُعدّ سببًا رئيسيًّا لحدوث إشارات كاذبة أثناء دورات التمدد. ويجب تسجيل القيم النهائية مع طوابع زمنية داخل وحدة التحكم المنطقي القابل للبرمجة (PLC) لضمان إمكانية التدقيق والمراجعة المستقبلية كمرجع معياري.
الاختبار في الموقع يعني خضوع المعدات لضغوط حقيقية تُحاكي ظروف الاستخدام الفعلي، وليس فقط ما يحدث في بيئة المختبر. وعند تقييم أجهزة استشعار الهواء المضغوط، يجب أن تكون قادرة على تحمل أوزان مختلفة تتراوح بين ٢٥ كجم وصولاً إلى ٧٥ كجم، وأن تعمل عند سرعات مختلفة ل belts الناقلة تتراوح بين ٠٫٣ متر/ثانية و١٫٥ متر/ثانية، وأن تؤدي وظيفتها بكفاءة طوال مدى حركتها الكامل من الوضع المُنسحب بالكامل حتى أقصى امتداد ممكن. ويجب أن تكتشف هذه الأجهزة العبوات بسرعة حتى عند التعامل مع الأحمال الأثقل، كما يجب أن تحافظ على إحكام ختم الهواء أثناء الحركة المتكررة السريعة ذهابًا وإيابًا. وعادةً ما تحقق الأنظمة المُحسَّنة جيدًا معدل دقة لا يقل عن ٩٥٪، رغم التغيرات في مستويات الرطوبة وتقلبات درجة الحرارة. ويُسهم هذا النوع من الأداء في منع مشكلات مثل انخفاض الضغط، وأوقات الاستجابة البطيئة للمحرِّكات الخطية، والانسدادات المفاجئة في النظام التي قد تُعطل العمليات بشكلٍ كبير، وفقًا لنتائج حديثة نشرتها مجلة الأتمتة الصناعية.
بعد المعايرة، نفّذ اختبارات إجهاد مستهدفة للتحقق من متانة النظام:
سجّل معدلات الفشل أثناء دورات التشغيل المستمر عند أقصى سعة إنتاجية. وتؤكد البيانات الميدانية أن تحقيق موثوقية تبلغ ٩٨٪ في ظل الحالات الطرفية الواقعية يقلل وقت التوقف غير المخطط له بنسبة ٤٠٪. وقِّع النتائج مقابل سجلات أخطاء وحدة التحكم المنطقية القابلة للبرمجة (PLC) للتحقق من التنسيق الكامل من طرف إلى طرف عبر ناقل الأسطوانةlescopic ، بحيث يستجيب كل قسمٍ منها بشكل متناسق ومتكامل لإشارات المستشعرات.
UIB شيامن هي مصنعٌ يعمل منذ 10 سنوات، ويوفر حلولاً مخصصة لمعدات النقل والفرز الآلي والرافعات الشوكية وماكينات مناولة المواد المستخدمة في مجالات الخدمات اللوجستية، سلسلة التبريد، والتصنيع. وتتوفر حلول مخصصة مجانية.
الغرفة 1409، مركز SM الدولي، طريق شينغشان، منطقة هولي، مدينة شيامن، مقاطعة فوجيان، الصين.
حقوق الطبع والنشر © 2025 بواسطة شركة UIB (شيامن) لتصنيع المحامل المحدودة. سياسة الخصوصية







 الأخبار الساخنة
الأخبار الساخنة

