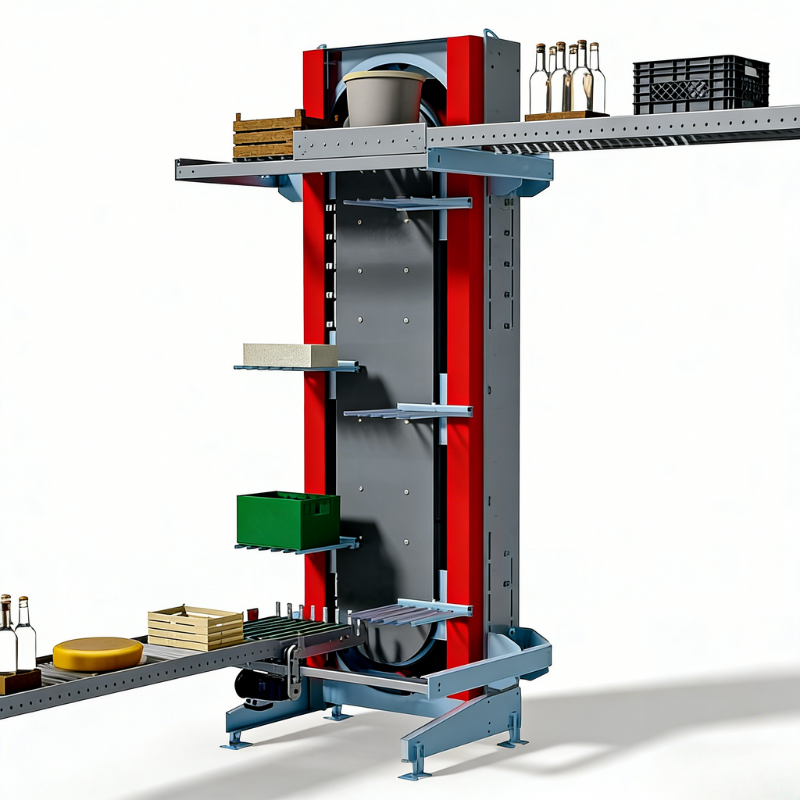
Teleskopik rolikli konveyorlar, sensorları düzgün kalibre edilmədikdə düzgün işləməyə başlayır. Sektorlar sinkronizasiyadan çıxır və beləliklə, roliklər müxtəlif sürətlərlə fırlanır; nəticədə hər şey tıxanır və materiallar sistemdən keçə bilmir. Biz zamana görə yerləşdirilmiş sensorların da meyl etdiyini müşahidə etmişik; bu isə konveyor bölmələrinin yapışmasına və ya tamamilə geri çəkilməməsinə səbəb olur. Belə hallarda işçilər əldə tənzimləmə aparmalı olur və bəzən təhlükəsizlik üçün bütün xətti dayandırmaq lazım gəlir. Paketlərin bir-birindən məsafəsi pozulur və beləliklə, istehsal gücü 15%–30% azalır. Daha pis halda, yüklər düzgün yerləşdirilmir ki, bu da zavodun daxilində toqquşmalar və məhsulların zədələnməsinə səbəb olur. Bu problemlər aşağı axında irəlilədikcə bir-birinə əlavə olunur. İş stansiyaları material gözləyərək işsiz qalır və bu, Ponemon İnstitutunun keçən il apardığı tədqiqata əsasən şirkətlərə illik təxminən 740 min ABŞ dolları itki verir. Sensorların tez-tez yoxlanılması və yenidən kalibrə edilməsi, zamanın dəqiq saxlanılmasını, hamar uzanma və geri çəkilməni təmin etmək və bütün sistem boyu yüklərin düzgün aşkar edilməsini təmin edərək bu problemlərin hamısını qarşısını alır.

Hər bir sensor növü teleskopik əməliyyatın dinamik icrası üçün vacib olan fərqli, tamamlayıcı funksiyalar yerinə yetirir:
Avadanlığı kalibrasiya etməyə hazırlaşarkən əvvəlcə yoxlanılması lazım olan bir neçə əsas məqam var. Elektrik təchizatı sabit olmalıdır və gərginlikdə 5% -dən çox dəyişiklik olmamalıdır. Siqnal naqilləri bütövlükdə qorunmalıdırlar; bu o deməkdir ki, heç bir naqil qırılmamış və ya qeyri-sabit deyil, yəni davamlılıq testləri aparılmalıdır. Həmçinin mexaniki tənzimləməni də unutmayın. Lazer alətləri bütün komponentlərin düzgün tənzimləndiyini təsdiqləməyə kömək edə bilər. Tədqiqatlara görə, kalibrasiya problemlərinin təxminən 43 faizi gizli mexaniki problemlərə — məsələn, düz olmayan çərçivələr və ya səhv quraşdırılmış valılar kimi — bağlıdır. Belə tənzimləmə problemləri elektronika normal görünsə belə, sensorların göstəricilərini pozur. Mühit amilləri də əhəmiyyətlidir. Temperatur 15 °C-dən çox dəyişirsə və ya nisbi rütubət 60% -dən yuxarı qalırsa, sensorlar kalibrasiya zamanı dəqiq nəticələr vermir. Yaxşı bir tədbir olaraq, hər hansı bir dəyişiklik etməzdən əvvəl sistemin nə etdiyini həmişə qeyd edin. Bu bazis göstəriciləri əldə etmək üçün PLC diaqnostikasından istifadə edin ki, tənzimləmələrdən sonra müqayisə üçün konkret bir referans nöqtəsi olsun.
İş şəraitinə uyğun olaraq optik və tutumlu sensorları dinamik olaraq tənzimləmək üçün PLC interfeysinə daxil olun. Optik sensorlar üçün:
Tutumlu sensorlar üçün hədd dəyərlərini tipik yükləmə sıxlığına əsasən tənzimləyin:
| Material sıxlığı | Tövsiyə olunan hədd |
|---|---|
| Aşağı (köpük, nazik plastiklər) | 15–25 pF |
| Orta (qırışlı karton) | 30–45 pF |
| Yüksək (metal konteynerlər) | 55–70 pF |
Bütün tənzimləmələrin real vaxt rejimində PLC geri əlaqə qrafikləri ilə simulyasiya olunmuş istehsal sürətlərində doğrulanması. Qismən dəyişikliklər uzanma dövrlərində yalancı siqnalların yaranmasına səbəb olan ən vacib amil — artıq kompensasiyanı qarşısını alır. Son qiymətlər audit üçün və gələcəkdə müqayisə bazası kimi istifadə edilməsi üçün PLC-də vaxt nişanları ilə qeyd edilməlidir.
Sahada test etmək, avadanlığı yalnız laboratoriya şəraitində deyil, həqiqi dünyanıın təzyiqinə məruz qoymağı deməkdir. Pnevmatik sensorları qiymətləndirərkən onlar təxminən 25 kq-dan 75 kq-a qədər olan müxtəlif çəkiləri dözə bilməlidirlər, konveyer lentinin sürəti 0,3 metr/saniyə ilə 1,5 metr/saniyə arasındakı dəyişən sürətlərdə işləməlidirlər və tamamilə sıxılmış vəziyyətdən maksimum uzadılmış vəziyyətə qədər bütün iş diapazonunda düzgün işləməlidirlər. Bu sensorlar daha ağır yüklərlə işləyərkən də paketləri tezliklə müəyyən etməlidirlər, həmçinin sürətlə irəli-geri hərəkət edərkən havanın sızmasını qarşılamaq üçün hava möhürlərini sıx tutmalıdırlar. Yaxşı nizamlanmış sistemlər adətən rütubət səviyyəsindəki dəyişikliklər və temperatur dalğalanmalarına baxmayaraq ən azı 95 faiz dəqiqlik göstərir. Son dövrdə «Industrial Automation Journal» jurnalında dərc olunan araşdırmalara görə, belə performans təzyiqin düşməsi, aktuatorların yavaş cavab verməsi və sistemin gözlənilmədən bloklanması kimi problemləri aradan qaldırır ki, bu da əməliyyatlara ciddi şəkildə mane olur.
Kalibrasiyadan sonra sistemın dayanıqlılığını yoxlamaq üçün hədəflənmiş gerginlik testləri aparın:
Davamlı zirvə buraxılımı dövrləri zamanı arızaların tezliyini qeyd edin. Sahədə toplanan məlumatlar, real şəraitdə kənar hallarda 98% etibarlılığın əldə edilməsinin planlaşdırılmamış dayanmaları 40% azaltdığını təsdiqləyir. Nəticələri PLC xəta jurnalları ilə müqayisə edərək sistemin sonundan sonuna qədər sinxronlaşmasını təsdiqləyin: teleskoplu göndərən rollər , belə ki, hər bir hissə sensor girişinə uyğun olaraq uyğun və tamamilə koordinasiyalı cavab verir.
 Son xəbərlər
Son xəbərlər2026-01-14
2025-09-25
2025-09-24
UIB Siamen logistika, soyuq zəncir və istehsalat sahələri üçün xüsusi konveyer, sıralama maşını, forklift və materialların idarə edilməsi maşınları təchiz edən 10 illik bir zavoddur. Pulsuz xüsusi həll variantları mövcuddur.
Çin, Fujian səltənəti, Xiamen şəhəri, Huli rayonu, Xingshan küçəsi, SM Beynəlxalq Mərkəzi, 1409 otaq.
Müəllif hüquqları © 2025, UIB (Xiamen) Bearing Co., Ltd. Gizlilik siyasəti