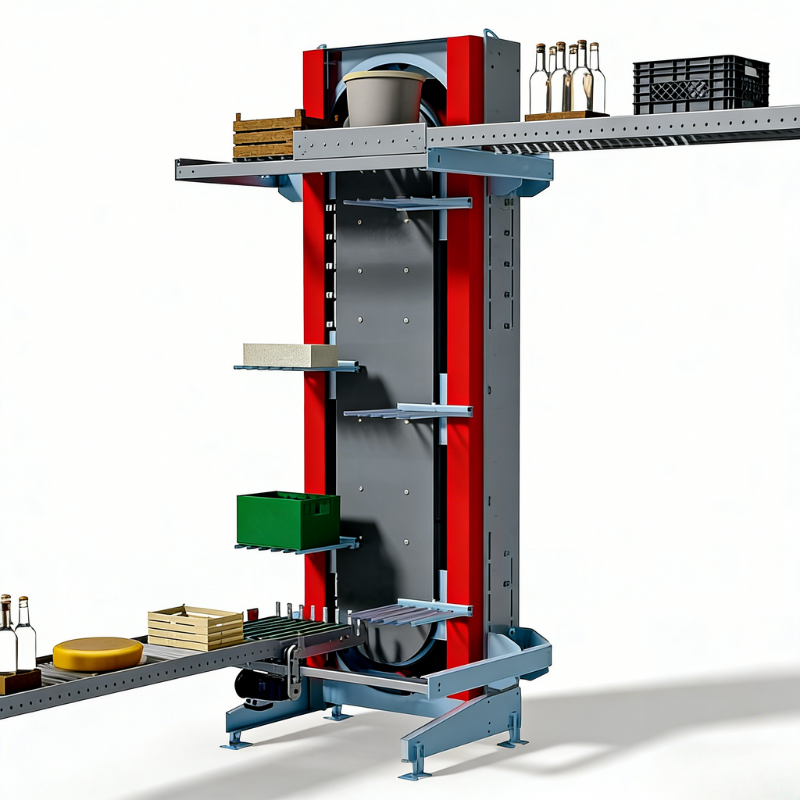
نوارهای نقاله غلتکی تلسکوپی بهمحض اینکه حسگرهایشان بهدرستی کالیبره نشده باشند، دیگر بهدرستی کار نمیکنند. بخشها از هم خارج میشوند و غلتکها با سرعتهای متفاوتی میچرخند که منجر به گیر کردن کل سیستم و عدم امکان عبور مواد از آن میشود. ما همچنین مشاهده کردهایم که حسگرهای تنظیم موقعیت نیز در طول زمان جابهجا میشوند و باعث میشوند بخشهای نوار نقاله چسبیده بمانند یا اصلاً بهطور کامل باز نشوند. این امر مجبور میکند کارگران بهصورت دستی تنظیمات را انجام دهند و گاهی حتی برای ایمنی، کل خط تولید را متوقف کنند. فاصلهگذاری بستهها بههم میریزد و ظرفیت تولید را در هر جایی بین ۱۵٪ تا ۳۰٪ کاهش میدهد. بدتر از این، بارها بهصورت نامناسب قرار میگیرند و منجر به برخورد و آسیبدیدن محصولات در سراسر واحد تولیدی میشوند. این مشکلات در طول مسیر به سمت پایین (Downstream) تشدید میشوند. ایستگاههای کاری بدون مواد منتظر میمانند و بر اساس تحقیقات مؤسسه پونمون در سال گذشته، هر ساله حدود ۷۴۰٫۰۰۰ دلار هزینه بر شرکتها تحمیل میکنند. انجام دورهای بررسی و کالیبراسیون مجدد حسگرها این تمام مشکلات را با حفظ دقت زمانبندی، اطمینان از انبساط و انقباض روان و نیز حفظ تشخیص صحیح بار در سراسر سیستم جلوگیری میکند.

هر نوع سنسور عملکردهای متمایز و مکملی را انجام میدهد که برای عملیات پویای تلسکوپی ضروری هستند:
هنگام آمادهسازی تجهیزات برای کالیبراسیون، چندین مورد اساسی وجود دارد که باید ابتدا بررسی شوند. منبع تغذیه باید پایدار باشد و حداکثر تغییر ولتاژ مجاز ۵ درصد است. سیمهای سیگنال باید همه سالم باشند؛ یعنی باید تست پیوستگی (کنتینوئیتی) انجام شود تا اطمینان حاصل شود که هیچ قطعی یا شلبودنی وجود ندارد. همچنین نباید از ترازدهی مکانیکی غفلت کرد. ابزارهای لیزری میتوانند به تأیید این موضوع کمک کنند که آیا تمام اجزا بهدرستی تراز شدهاند یا خیر. مطالعات نشان میدهند که حدود ۴۳ درصد از مشکلات کالیبراسیون در واقع ناشی از مسائل مکانیکی پنهانی مانند قابهایی است که صاف نیستند یا غلطکهایی که بهدرستی نصب نشدهاند. این مشکلات ترازدهی حتی زمانی که الکترونیک سالم به نظر میرسد، روی خوانش سنسورها تأثیر میگذارند. عوامل محیطی نیز اهمیت دارند. اگر دما بیش از ۱۵ درجه سلسیوس نوسان کند یا رطوبت نسبی از ۶۰ درصد فراتر رود، سنسورها در طول کالیبراسیون نتایج دقیقی ارائه نخواهند داد. بهعنوان یک اقدام پیشگیرانه، همیشه عملکرد سیستم را قبل از اعمال هرگونه تغییری ثبت کنید. از تشخیصهای PLC برای ثبت این مقادیر پایه استفاده کنید تا پس از انجام تنظیمات، مقایسهای عینی و قابل اتکا در دسترس باشد.
دسترسی به رابط PLC برای تنظیم پویای سنسورهای نوری و خازنی متناسب با شرایط عملیاتی. برای سنسورهای نوری:
برای سنسورهای خازنی، آستانهها را بر اساس چگالی بار معمول تنظیم کنید:
| چگالی مصالح | آستانهی توصیهشده |
|---|---|
| پایین (فوم، پلاستیکهای نازک) | ۱۵–۲۵ پیکوفاراد |
| متوسط (مقوا موجدار) | ۳۰–۴۵ پیکوفاراد |
| بالا (ظرفهای فلزی) | ۵۵ تا ۷۰ پیکوفاراد |
تأیید تمام تنظیمات با استفاده از نمودارهای بازخورد بلندمدت PLC در سرعتهای شبیهسازیشده تولید. تغییرات تدریجی از جبرانبیش از حد جلوگیری میکنند—که یکی از دلایل اصلی فعالشدنهای نادرست در چرخههای انبساط است. مقادیر نهایی باید همراه با زمانثبت در PLC ثبت شوند تا قابلیت بررسی و مقایسه با معیارهای آینده فراهم شود.
آزمایش در محیط واقعی به معنای قرار دادن تجهیزات تحت فشارهای دنیای واقعی است، نه صرفاً آنچه در محیط آزمایشگاهی رخ میدهد. هنگام ارزیابی سنسورهای پنوماتیک، این سنسورها باید قادر به تحمل بارهای مختلفی از حدود ۲۵ کیلوگرم تا حداکثر ۷۵ کیلوگرم باشند، در سرعتهای متفاوت نوار نقالهای بین ۰٫۳ متر بر ثانیه تا ۱٫۵ متر بر ثانیه کار کنند و در کل محدوده حرکتی خود — از موقعیت کاملاً جمعشده تا حداکثر انبساط — بهدرستی عمل نمایند. این سنسورها باید حتی در شرایط بارهای سنگینتر نیز بستهبندیها را بهسرعت شناسایی کنند و همزمان در طول حرکات سریع جلو و عقب، درزهای هوا را بهطور محکم حفظ نمایند. سیستمهای بهخوبی تنظیمشده معمولاً با وجود تغییرات سطح رطوبت و نوسانات دما، دستکم به دقت ۹۵ درصدی دست مییابند. این سطح عملکرد، مشکلاتی مانند افت فشار، زمانپاسخدهی کند عملگرها و قفلشدگیهای غیرمنتظره سیستم را که طبق یافتههای اخیر منتشرشده در مجله اتوماسیون صنعتی میتوانند عملیات را بهطور جدی مختل کنند، جلوگیری میکند.
پس از کالیبراسیون، آزمونهای تنش هدفمندی را برای تأیید مقاومت سیستم انجام دهید:
نرخ خرابی را در طول چرخههای پیوسته با حداکثر ظرفیت تولید ثبت کنید. دادههای میدانی تأیید میکنند که دستیابی به قابلیت اطمینان ۹۸٪ در موارد حاشیهای واقعی، زمان توقف غیر برنامهریزیشده را ۴۰٪ کاهش میدهد. نتایج را با لاگهای خطای PLC مقایسه کنید تا هماهنگی پایانبهپایان در سراسر کنور رول تلسکوپی ، اطمینان حاصل شود که هر بخش بهصورت هماهنگ و هماهنگ به ورودی سنسورها پاسخ میدهد.
UIB شیامن یک کارخانه دهساله است که نوار نقاله، دستگاه مرتبسازی، بالابر و ماشینآلات حمل و نقل مواد را بهصورت سفارشی برای صنایع لجستیک، زنجیره سرد و تولیدی عرضه میکند. راهحل سفارشی رایگان در دسترس است.
اتاق 1409، مرکز بینالمللی SM، خیابان Xingshan، منطقه Huli، شهر Xiamen، استان Fujian، چین.
کپیرایت © 2025 توسط UIB (Xiamen) Bearing Co., Ltd. سیاست حفظ حریم خصوصی








 اخبار داغ
اخبار داغ

