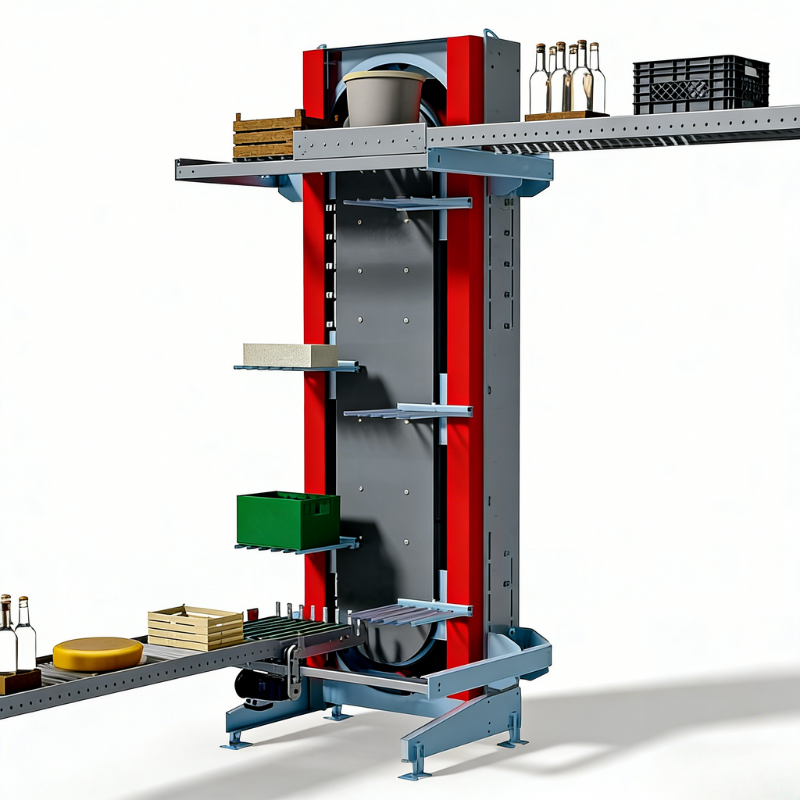
Teleskopické dopravníky s válečky přestanou správně fungovat, pokud nejsou jejich senzory správně kalibrovány. Jednotlivé segmenty se ztratí ze synchronizace, takže se válečky otáčejí různými rychlostmi, což způsobuje zablokování celého systému a materiál se nemůže pohybovat dále. Pozorovali jsme také časem postupný drift zarovnávacích senzorů, kvůli čemuž se jednotlivé části dopravníku zaseknou nebo se úplně odmítnou zasunout. To nutí zaměstnance k ručnímu nastavení a někdy dokonce k vypnutí celých výrobních linek z důvodu bezpečnosti. Vzdálenosti mezi balíky se značně poruší, čímž dojde ke snížení výkonu o 15 % až 30 %. Ještě horší je, že náklady se umisťují nesprávně, což vede k kolizím a poškození výrobků po celé výrobní hale. Tyto problémy se postupně hromadí, jak se šíří směrem dolů v technologickém řetězci. Pracoviště stojí nečinná a čekají na materiál, což podle výzkumu Institutu Ponemon z minulého roku stojí firmy ročně přibližně 740 000 USD. Pravidelné kontroly a znovukalibrace senzorů pomáhají všechny tyto potíže předcházet – zajistí přesné časování, hladké vysouvání a zasouvání i správné detekování nákladu po celém systému.

Každý typ senzoru plní odlišné, vzájemně doplňující funkce, které jsou nezbytné pro dynamický teleskopický provoz:
Při přípravě kalibrace zařízení je třeba nejprve zkontrolovat několik základních položek. Napájecí napětí musí být stabilní, přičemž je povolena maximální odchylka napětí pouze o 5 %. Signálové vodiče musí být všechny nepoškozené, což znamená provést měření spojitosti, aby bylo zajištěno, že žádný vodič není přerušený nebo uvolněný. Nezapomeňte také na mechanické zarovnání. Laserové nástroje mohou pomoci potvrdit, zda je vše správně zarovnáno. Studie ukazují, že přibližně 43 % problémů s kalibrací ve skutečnosti vyplývá z neviditelných mechanických poruch, jako jsou deformované rámy nebo nesprávně namontované válečky. Tyto problémy s zarovnáním narušují údaje senzorů i v případě, že elektronika funguje bezchybně. Důležitou roli hrají také environmentální faktory. Pokud se teplota mění o více než 15 °C nebo relativní vlhkost přesáhne 60 %, senzory během kalibrace nedokáží poskytnout přesné výsledky. Jako opatření pro zajištění spolehlivosti vždy zaznamenejte chování systému před provedením jakýchkoli změn. K zaznamenání těchto výchozích hodnot využijte diagnostické funkce PLC, abyste měli konkrétní referenční hodnoty ke srovnání po provedení úprav.
Přístup k rozhraní PLC pro dynamické ladění optických a kapacitních senzorů podle provozních podmínek. U optických senzorů:
U kapacitních senzorů upravte prahové hodnoty podle typické hustoty zátěže:
| Hustota materiálu | Doporučený práh |
|---|---|
| Nízká (pěna, tenké plasty) | 15–25 pF |
| Střední (krábový karton) | 30–45 pF |
| Vysoká (kovové nádoby) | 55–70 pF |
Ověřte všechny úpravy pomocí grafů zpětné vazby PLC v reálném čase za simulovaných rychlostí výroby. Postupné změny zabrání překompenzaci – jedné z hlavních příčin falešných spouštěcích signálů během cyklů vysouvání. Konečné hodnoty musí být zaznamenány v PLC spolu s časovými razítky, aby byla zajištěna auditovatelnost a budoucí srovnatelnost.
Testování v terénu znamená vystavení zařízení skutečným provozním zátěžím, nikoli pouze podmínkám v laboratorním prostředí. Při hodnocení pneumatických senzorů je třeba, aby zvládaly různé hmotnosti od přibližně 25 kg až po 75 kg, fungovaly při různých rychlostech dopravníků mezi 0,3 metru za sekundu a 1,5 metru za sekundu a správně pracovaly napříč celým rozsahem jejich pohybu – od zcela stažené polohy až po maximální vysunutí. Tyto senzory by měly detekovat balíky rychle i při zpracování těžších zátěží a zároveň udržovat těsnost vzduchových uzávěrů i při rychlém pohybu tam a zpět. Dobře naladěné systémy obvykle dosahují přesnosti alespoň 95 procent i přes změny vlhkosti vzduchu a kolísání teploty. Tento druh výkonu předchází problémům, jako jsou poklesy tlaku, pomalé odezvy akčních členů a neočekávané zablokování systému, která mohou vážně narušit provoz – jak uvádí nedávné výsledky publikované v časopisu Industrial Automation Journal.
Po kalibraci proveďte cílené zátěžové testy za účelu ověření robustnosti:
Zaznamenejte míru poruch během dlouhodobých cyklů provozu při maximálním výkonu. Polní data potvrzují, že dosažení spolehlivosti 98 % v reálných okrajových případech snižuje neplánované prostojy o 40 %. Porovnejte výsledky s chybovými záznamy PLC, abyste ověřili synchronizaci na úrovni celého řetězce teleskopický kulatý pás , aby každý segment reagoval koherentně na vstupní signál ze senzorů.
 Aktuální novinky
Aktuální novinkyUIB Xiamen je továrna s 10letou tradicí, která dodává přizpůsobené dopravníky, třídicí stroje, vysokozdvižné vozíky a zařízení pro manipulaci s materiálem pro logistiku, chladové řetězce a výrobu. Je k dispozici zdarma přizpůsobené řešení.
Místnost 1409, SM International Center, Xingshan Road, oblast Huli, město Xiamen, provincie Fuďan, Čína.
Autorská práva © 2025, UIB (Xiamen) Bearing Co., Ltd. Zásady ochrany soukromí