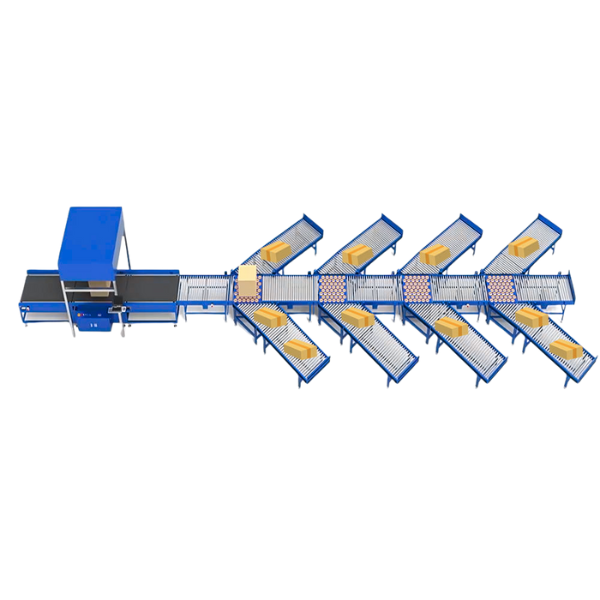
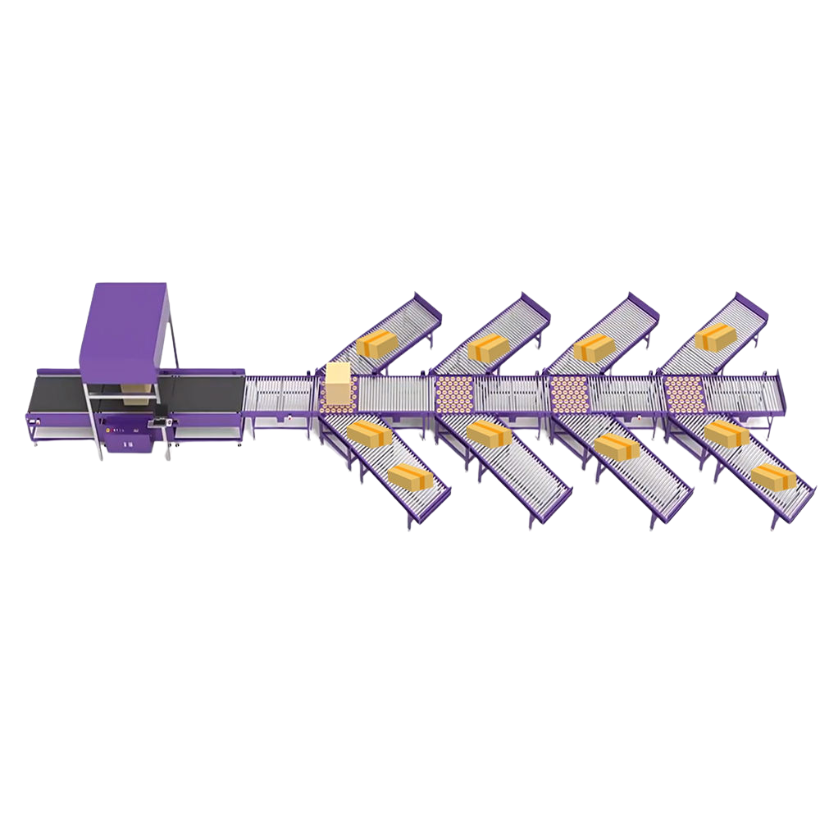
We Automated Conveyor System is a fine example of working of engineering design automation to achieve efficiency and flow of processes in different industries such as logistics and distribution, manufacturing, food and beverage processing, and pharmaceuticals. Our experience in conveyor systems in the industry is more than a decade. This has given us a full understanding of the handling custom challenges of materials and the need for systems in operations - hygiene, product, flow, volumes of materials, and cycle work changes. Our systems are made for almost every. Transport Different products hygienically, and importantly, systems perform. Accurate and constant automation for the different sectors of modern industry. Distribution of products.
A design is collaborative and consultative for each of the projects. Operational analysis systems are fully developed at this point. We work directly with your team over the systems to ensure project goals and operational design, cycle times, and constraints in the processes. Our engineering team transforms this knowledge into a fully engineering design and innovative solution to systems for conveyors processing. Concept and schematic design to systems for the conveyors design in manufacturing and processing flow. The conveyor systems designed for your organization seamlessly integration for processing, optimum for operations, and designed for flexibility in processing for plotted growth.
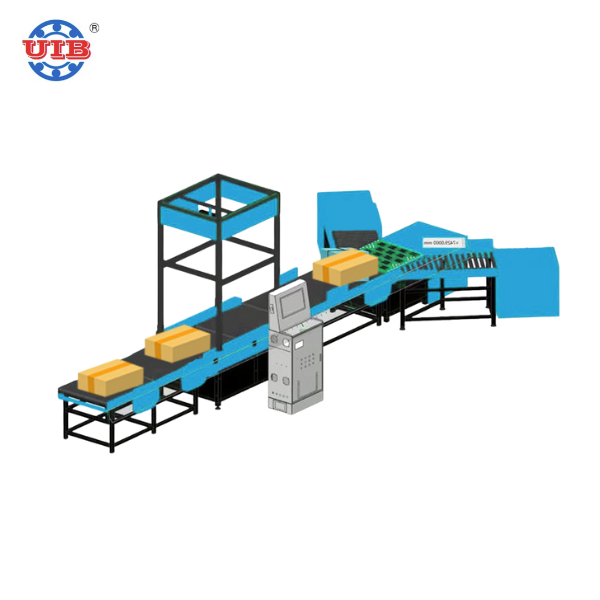
Made from premium, industry-grade materials, our Automated Conveyor Systems are designed to handle the continuous, demanding operational challenges of the field. We integrate a multi-step quality assurance methodology over all production stages, from determining the raw materials and controlled machining to testing the subsystems and validating them operationally. We place and fine-tune every element to a set of our internal standards, and all of them pass (internal and external) quality inspections and get the certificates recognized in the industry on operational safety, durability and performance.
We build a relationship with our clients that goes far beyond a simple installation. Our commitment to our clients includes responsive technical support, scheduled preventive maintenance, operator training, and on-demand spare parts. This enables us to optimize the customers downtime, system lifecycle, and overall system payback period. A customized Automated Conveyor System gives you, along with sophisticated software, a partnership for operational excellence and productivity improvements that gives you a better competitive position in the obtained market.

25
Sep
07
Nov
05
Nov
25
Nov
UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy