Flexible screw conveyors are essential components in various industrial applications, particularly in sectors such as logistics, food processing, and pharmaceuticals. These conveyors utilize a helical screw mechanism to move bulk materials along a tube, allowing for efficient and reliable transportation. Their design enables them to handle a wide range of materials, from powders and granules to larger bulk items, making them incredibly versatile.
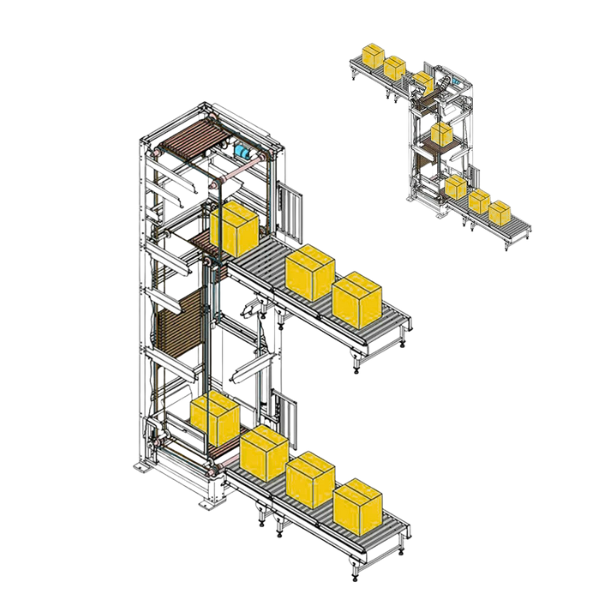
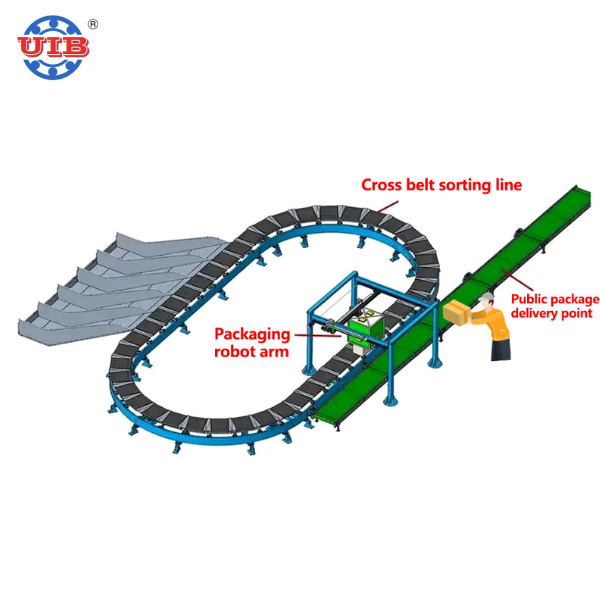
In the logistics and warehousing industry, flexible screw conveyors facilitate the smooth transfer of goods between different stages of the supply chain, ensuring that operations run seamlessly. Their ability to be installed at various angles and orientations allows for maximum space utilization, which is especially beneficial in environments with limited floor space.
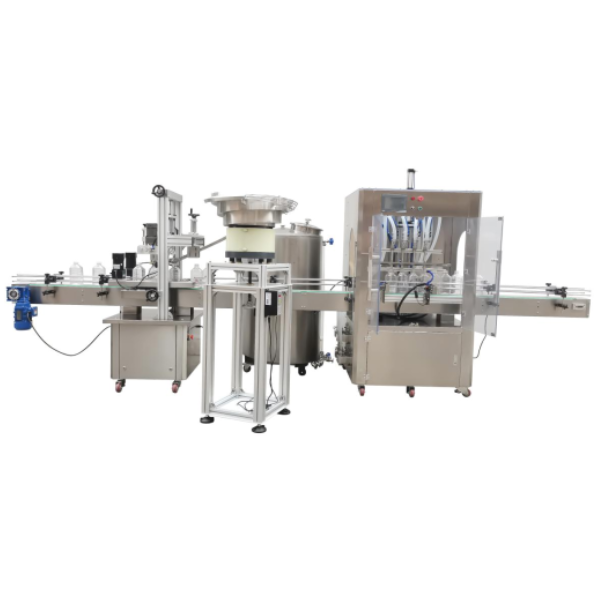
In food processing, maintaining hygiene standards is paramount. Our flexible screw conveyors are designed with easy-to-clean materials and configurations that minimize the risk of contamination. This feature is crucial for meeting health regulations and ensuring product safety.
The pharmaceutical sector also benefits significantly from these conveyors, as they can transport sensitive materials without exposure to external contaminants. The enclosed design and precision engineering ensure that the integrity of the materials is maintained throughout the transportation process.
Our commitment to customization means that we can tailor the specifications of our flexible screw conveyors to suit the unique needs of each client. This includes considerations for material properties, handling requirements, and operational constraints, ensuring that our solutions deliver maximum value.
In conclusion, flexible screw conveyors are a vital asset for businesses looking to enhance their material handling processes. With our extensive experience and dedication to quality, we provide solutions that not only meet but exceed client expectations.

25
Sep
05
Nov
05
Nov
05
Nov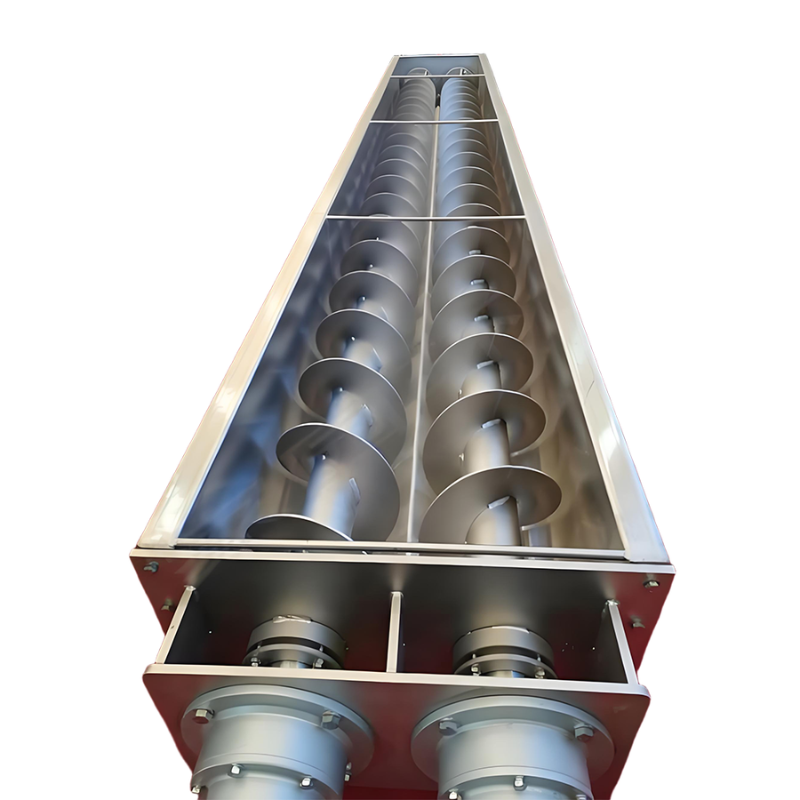

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy