Roll away conveyors are an essential component in modern industrial operations, providing a flexible and efficient solution for material handling. Our company specializes in manufacturing high-quality roll away conveyors that cater to diverse industries such as logistics, warehousing, food processing, and pharmaceuticals. With over a decade of experience, we understand the unique challenges faced by our clients and strive to deliver customized solutions that enhance productivity and operational efficiency.
Our roll away conveyors are designed with durability in mind, utilizing high-strength materials that withstand the rigors of daily use. The wear-resistant features ensure longevity and reduce maintenance costs, making them a cost-effective choice for businesses. The modular design allows for easy integration into existing systems, enabling companies to adapt their operations as needed.
In addition to standard models, we offer full-process customization support. Our engineering team collaborates closely with clients to understand their specific requirements, from demand communication to the final product delivery. We focus on creating solutions that not only meet but exceed expectations, ensuring that every conveyor system is tailored to the unique demands of the client’s environment.
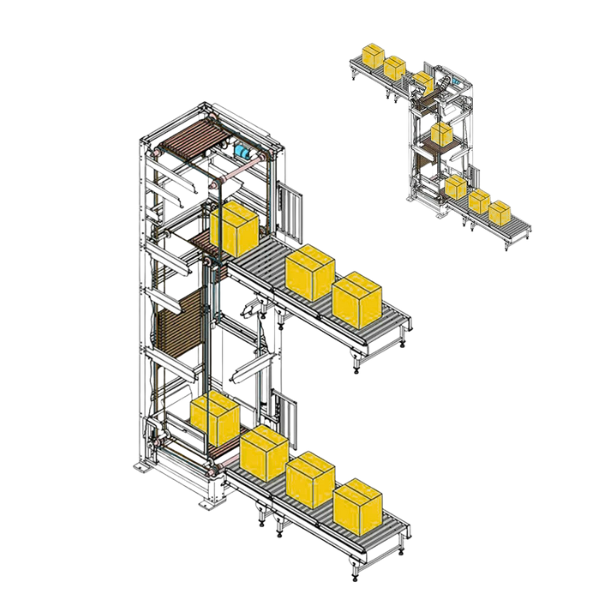
Our roll away conveyors include various types, such as automatic sorters for intelligent material handling, inclined conveyors for height adjustments, and vertical conveyors for space-saving solutions. Each product is backed by our commitment to quality assurance and after-sales support, ensuring that clients receive timely assistance and solutions to any concerns.

25
Sep
05
Nov
05
Nov
05
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy