Roller transfer conveyors are integral parts of every industry's material handling system, where it's possible to integrate and manufacture conveyors and systems to suit individual clients’ needs, given how diverse and different these needs are. After 10 years of experience, we knew how to manufacture roller transfer conveyors and how to suit different industries: logistics, warehousing, smart manufacturing, food processing, and pharmaceuticals. In addition to adaptability, these conveyors are made of highly durable wear-resistant materials and are suitable for highly dynamic, heavy, and/or abrasive environments. These conveyors enable, and are highly suitable for, workflows that have to be routed in multiple directions as they are designed and made to fairly easily conduct workflows in multiple angles.
The roller transfer conveyors are made considering ease of use. After a thorough watch of each particular use case, our engineering team develops a solution for our customers so they can smoothly integrate our system and focus on innovation and development of their business. We stand by our conveyor systems by assuring their reliability, we conduct rigorous and thorough quality tests.
Along with our usual services, we offer complete customization assistance, including communication of needs, approval of samples, and professional drawing processing. This all-inclusive method enables us to respond to our client’s unique challenges, minimize their risks, and improve their execution efficiency. Enhanced working productivity, lower working costs, and a good return on investments are all to be expected with our roller transfer conveyors.

25
Sep
07
Nov
05
Nov
25
Nov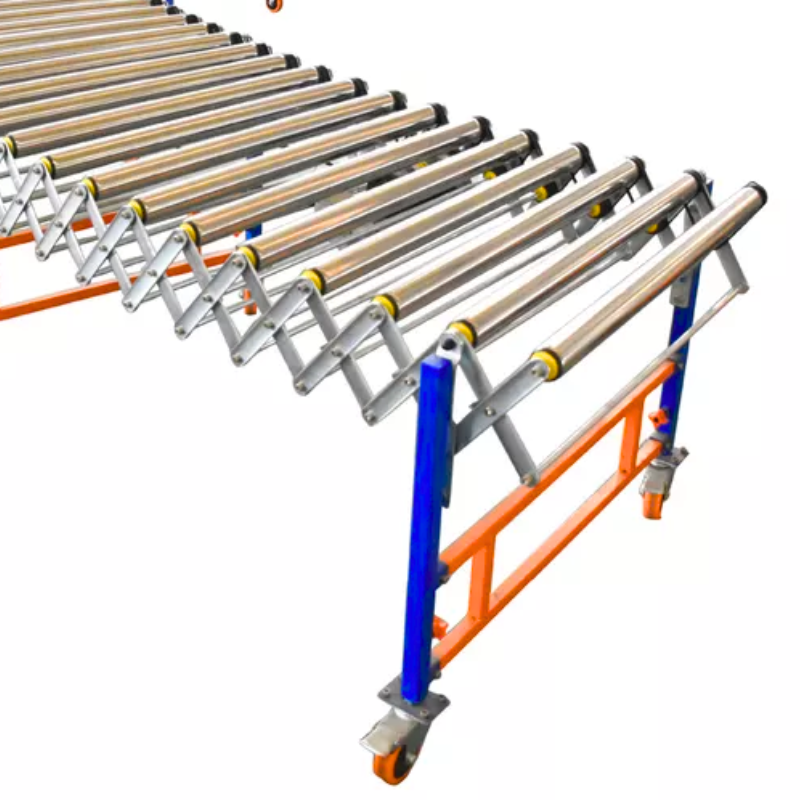

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy