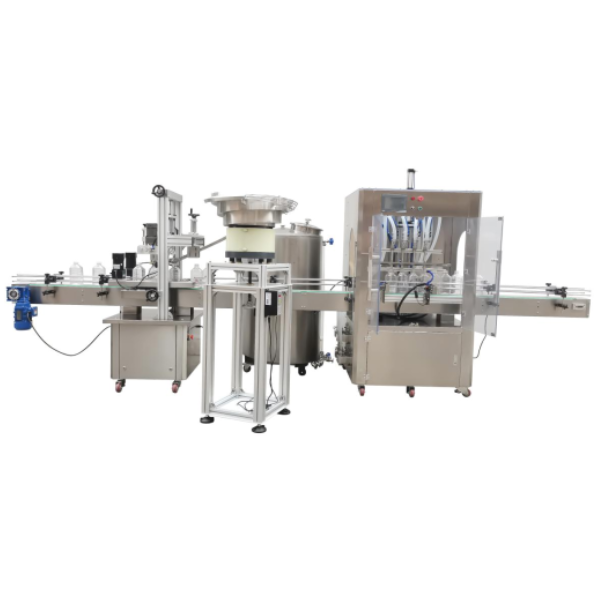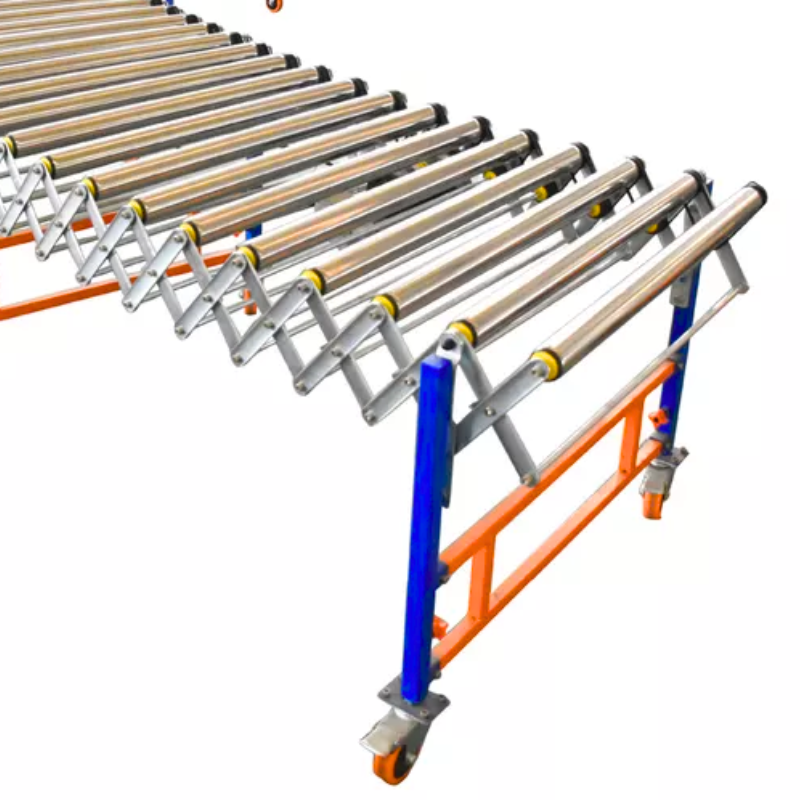
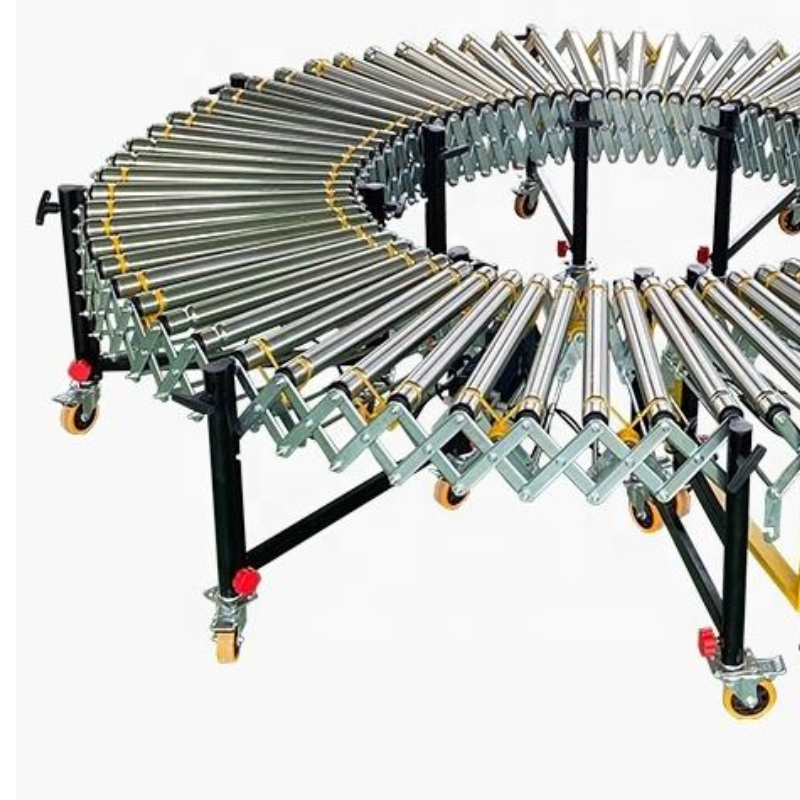
Box roller conveyors play a vital role in modern material handling systems, particularly in logistics, warehousing, and manufacturing sectors. These conveyors are designed to transport boxed products efficiently, reducing manual labor and increasing throughput. The design incorporates high-strength, wear-resistant materials that withstand the rigors of continuous operation, ensuring a long service life. Our box roller conveyors are versatile, capable of accommodating various box sizes and weights, which makes them ideal for industries such as food processing, pharmaceuticals, and e-commerce.
The production process of our box roller conveyors begins with rigorous planning and design. Our team of engineers collaborates with clients to understand their specific requirements, ensuring that the final product meets their operational needs. We utilize advanced technology and materials to fabricate conveyors that not only perform efficiently but are also easy to maintain.
Furthermore, our commitment to quality assurance means that each conveyor undergoes stringent testing before delivery. This includes simulated working condition tests to ensure optimal performance under real-world scenarios. We also provide comprehensive after-sales support to address any concerns, ensuring that our clients can rely on our products for their operational success.

25
Sep
05
Nov
07
Nov
25
Nov
UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy