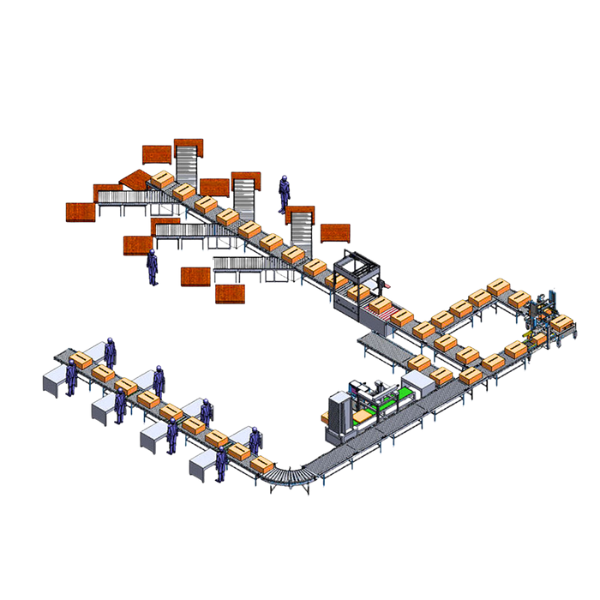
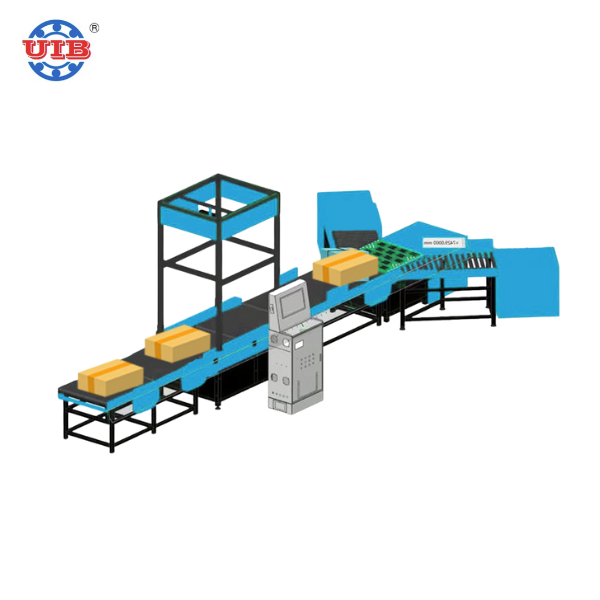
Trough conveyors are a pivotal component in modern material handling systems, particularly in industries where bulk materials are prevalent. The design of a trough conveyor allows for the efficient transport of materials while minimizing the risk of spillage, which is a common issue in traditional conveyor systems. Our trough conveyors are built with high-strength, wear-resistant materials, ensuring durability and longevity even in the most demanding environments.
The core advantage of trough conveyors lies in their ability to adapt to various operational requirements. They can be customized in terms of length, width, and material composition, allowing businesses to tailor solutions that fit their specific needs. For instance, in the food processing sector, trough conveyors can be designed with food-grade materials that meet stringent hygiene standards.
Moreover, our trough conveyors are equipped with advanced features such as adjustable speeds and anti-slip surfaces, enhancing their operational efficiency. The integration of intelligent control systems further allows for real-time monitoring and adjustments, ensuring optimal performance and minimal downtime. Our commitment to providing full-process customization means that we work closely with clients from the initial design phase through to installation and after-sales support, ensuring that every aspect of the conveyor system meets their unique requirements.

25
Sep
05
Nov
05
Nov
25
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy