Food conveyor systems play a crucial role in the modern food processing industry, where efficiency and safety are paramount. Our extensive range of food conveyor solutions is tailored to meet the specific requirements of various food sectors, including meat, dairy, bakery, and packaged goods.
With over 10 years of experience, our company has established itself as a trusted provider of industrial conveyor solutions. We understand that the food industry demands high standards for hygiene and operational efficiency. Therefore, our conveyor systems are designed with these factors in mind, incorporating features such as easy cleaning, durable materials, and precise control mechanisms.
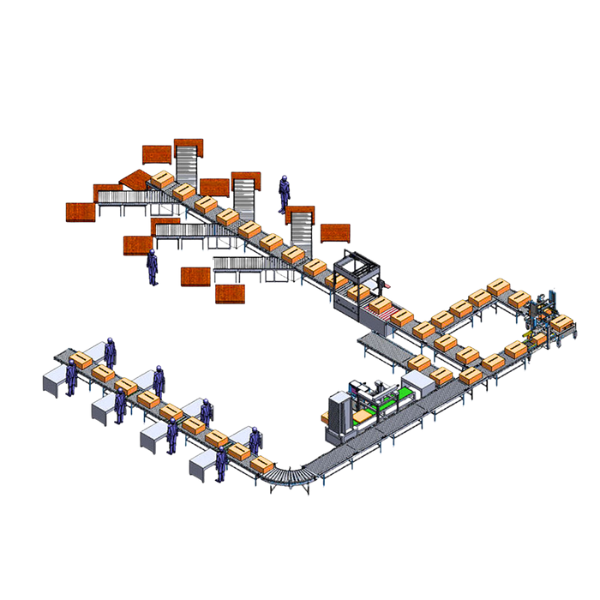
Our Automatic Sorters utilize intelligent identification technology, allowing for the efficient sorting of diverse food products, which is essential in high-volume operations. The Roller Conveyors are built to handle heavy loads while maintaining operational stability, ensuring that your production line runs smoothly without interruptions.
Inclined Conveyors address height differences in production facilities, providing a seamless transfer of products between different levels, while our Vertical Conveyors maximize space utilization by facilitating efficient vertical transport.
We pride ourselves on offering full-process customization, working closely with clients from initial consultation through to final installation. Our dedicated engineers provide one-on-one support, optimizing each conveyor system to meet specific operational requirements, whether that involves explosion-proof designs for hazardous environments or corrosion-resistant materials for wet processing areas.
In addition to our high-quality products, we offer stringent quality assurance processes, ensuring that every component meets the highest standards before it reaches your facility. Regular after-sales support and maintenance services are also part of our commitment to customer satisfaction, helping you keep your operations running smoothly.

25
Sep
25
Sep
05
Nov
25
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy