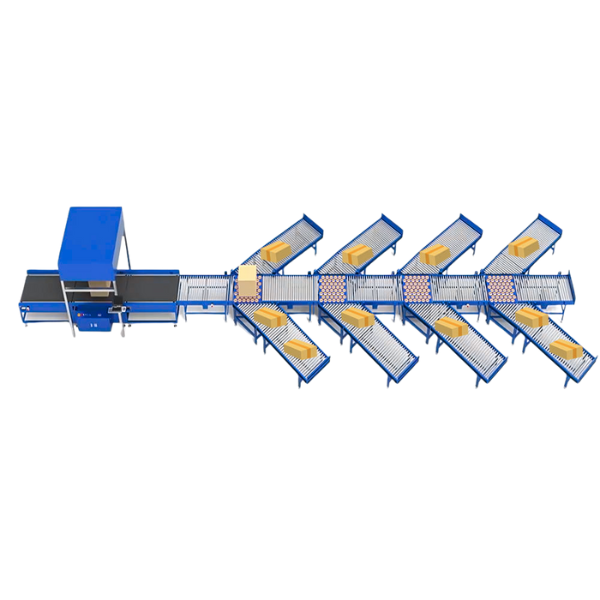
Cleated conveyor belts are engineered to provide superior performance in various industrial applications. The cleats, or raised sections, of the belt are designed to grip items securely, preventing them from slipping or sliding during transportation. This is particularly beneficial in scenarios where materials need to be moved at an incline or in vertical configurations. Our cleated conveyor belts are made from high-quality materials, ensuring they can withstand the rigors of heavy use in demanding environments.
Each product in our range is customizable to suit the unique needs of our clients. We understand that different industries have different requirements, and our team of experienced engineers is dedicated to providing tailored solutions. From the initial consultation to the final installation, we ensure that every aspect of the project is handled with precision and care.
Our cleated conveyor belts are ideal for various sectors, including logistics, food processing, and pharmaceuticals. They are designed to enhance operational efficiency by reducing the risk of product damage and improving handling times. With over a decade of experience in the conveyor industry, we have established ourselves as a trusted partner for businesses looking to optimize their material handling processes.

25
Sep
07
Nov
05
Nov
25
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy