
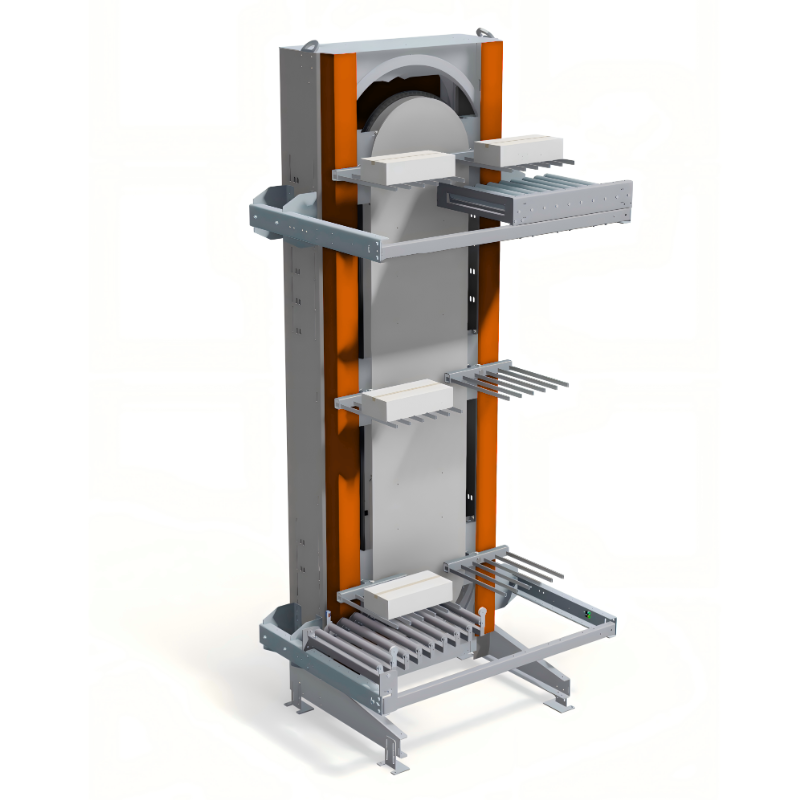
Vertical Bucket Conveyors are essential for industries that require efficient vertical transportation of materials. These conveyors utilize a unique lifting mechanism that allows for the elevation of products between different levels within a facility. The design is particularly beneficial in environments where floor space is limited, as they can transport goods vertically without requiring extensive horizontal space.
The construction of our Vertical Bucket Conveyors includes high-strength materials that ensure durability under heavy loads, making them ideal for sectors such as logistics, food processing, and pharmaceuticals. Additionally, the customizable features allow businesses to adapt the conveyor to their specific needs, including height adjustments, speed controls, and material handling capabilities.
Moreover, our conveyors are designed with user safety in mind, incorporating features such as anti-slip surfaces and robust guarding to protect operators. This commitment to safety, combined with our strict quality control processes, ensures that our Vertical Bucket Conveyors not only meet but exceed industry standards.
As a partner in your operational success, we provide comprehensive support throughout the implementation process, from initial design to after-sales service. Our team of experienced engineers is dedicated to optimizing your material handling solutions, ensuring that your operations run smoothly and efficiently.

25
Sep
25
Sep
05
Nov
25
Nov
UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy








