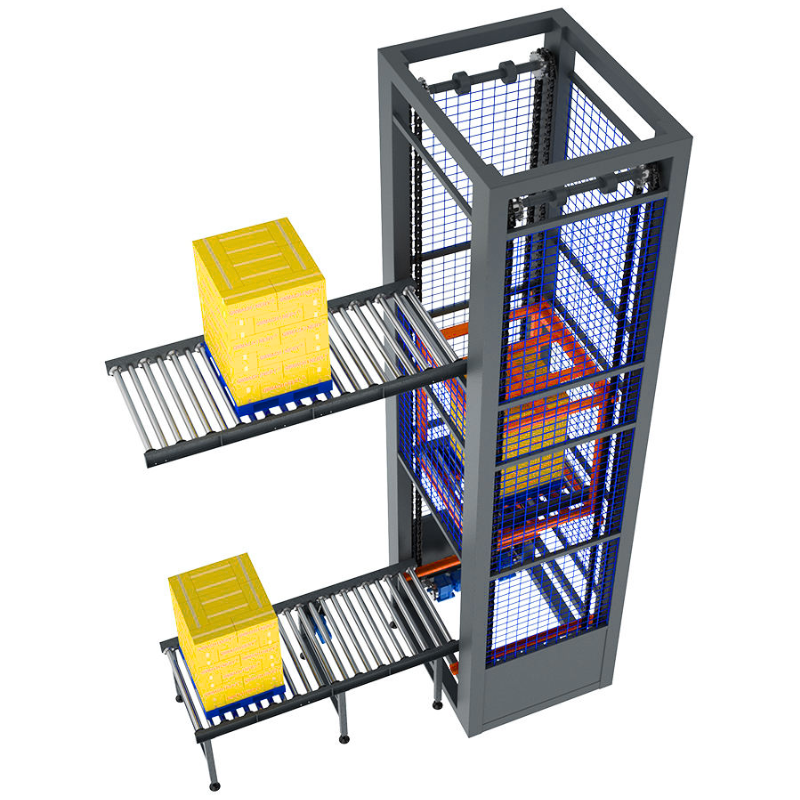
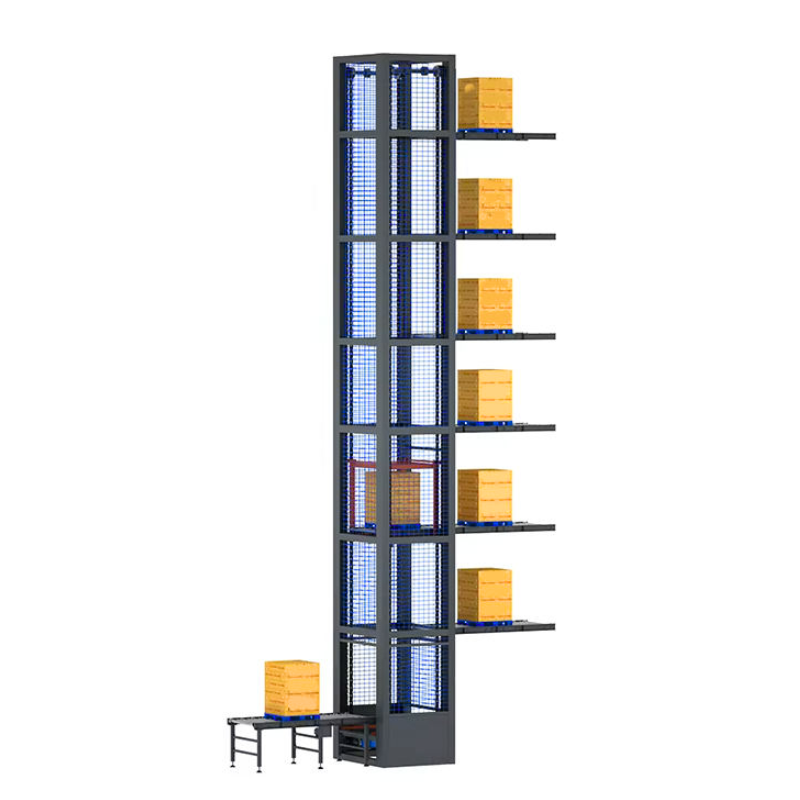
Elevate Your Operations with Vertical Screw Conveyors
Vertical screw conveyors are engineered to optimize vertical material handling, making them an indispensable asset in various industries. Their design allows for efficient lifting of bulk materials, saving both space and time in operations. With a compact footprint, these conveyors can be integrated into existing systems without extensive alterations, offering flexibility in tight spaces. The robust construction ensures durability and longevity, while customizable features cater to specific material types and handling requirements. Enhanced with advanced technology, our vertical screw conveyors provide reliable performance, reducing downtime and maintenance costs, ultimately delivering exceptional value to your operations.
Get A Quote