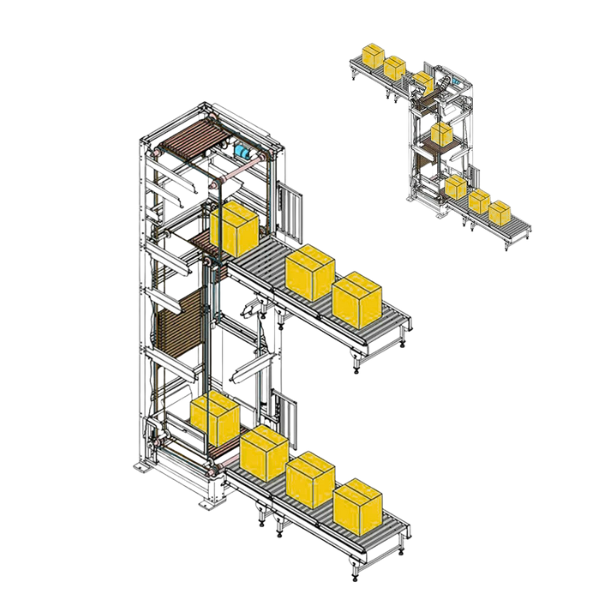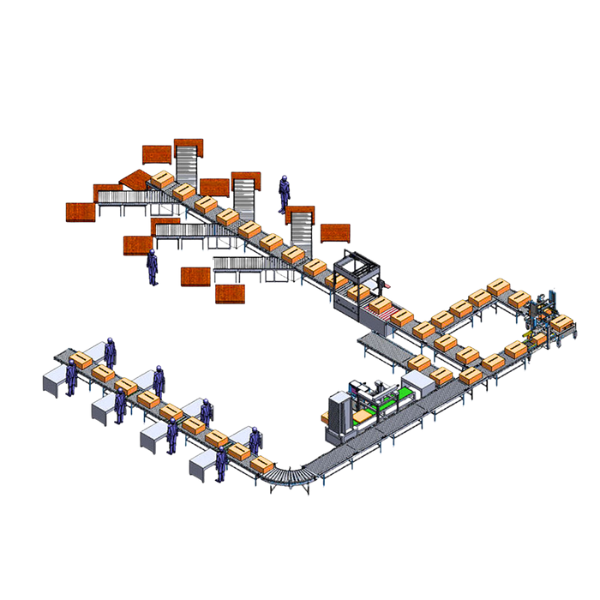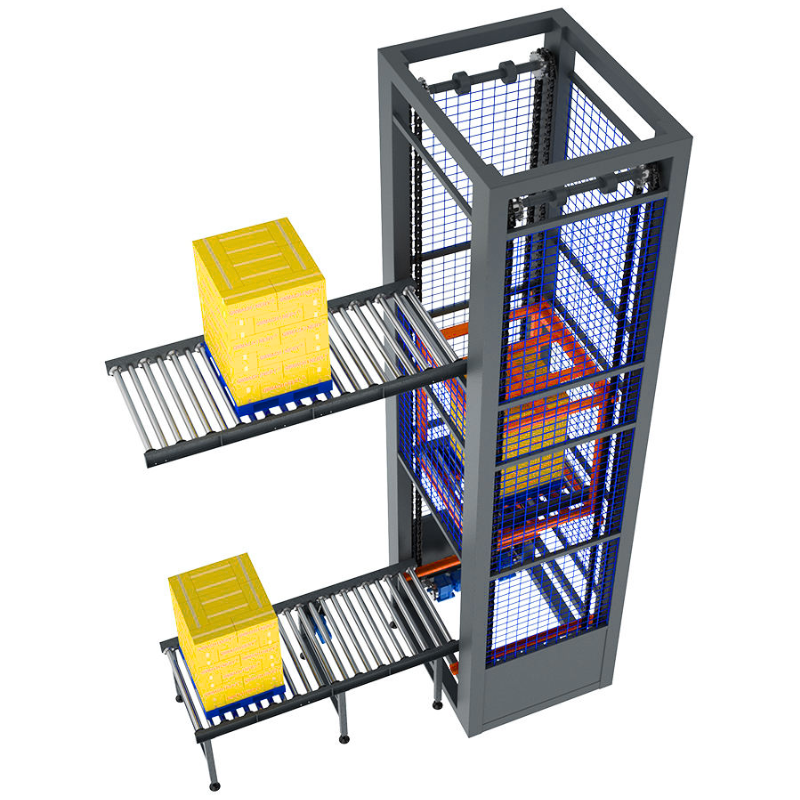
Vertical chain conveyors are an essential component in modern material handling systems, particularly in industries such as logistics, food processing, and pharmaceuticals. These conveyors utilize a chain-driven mechanism to facilitate vertical lifting, making them suitable for multi-level operations where space is at a premium. The design of vertical chain conveyors allows for efficient transport of goods between different heights, which is crucial for optimizing workflow in facilities with multiple floors.
The integration of vertical chain conveyors into your operations can significantly enhance productivity by automating the lifting process, thereby reducing the reliance on manual labor. This not only improves safety but also minimizes the risk of product damage during transit. Furthermore, our vertical chain conveyors are customizable, allowing you to specify parameters such as speed, load capacity, and dimensions to fit your unique operational needs.
In addition to their functionality, vertical chain conveyors are built with high-quality materials to ensure durability and longevity. They undergo rigorous quality control measures, including simulated working condition tests, to guarantee that they perform optimally under various conditions. With a focus on customer satisfaction, our team provides comprehensive support throughout the customization process, ensuring that the final product meets all specifications and operational requirements.

25
Sep
25
Sep
07
Nov
05
Nov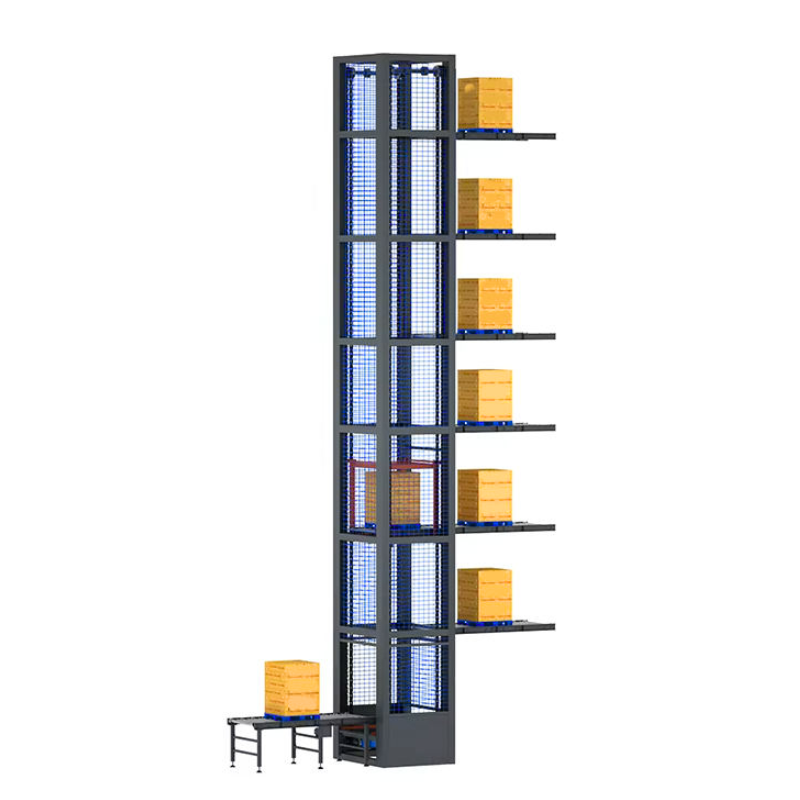

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy