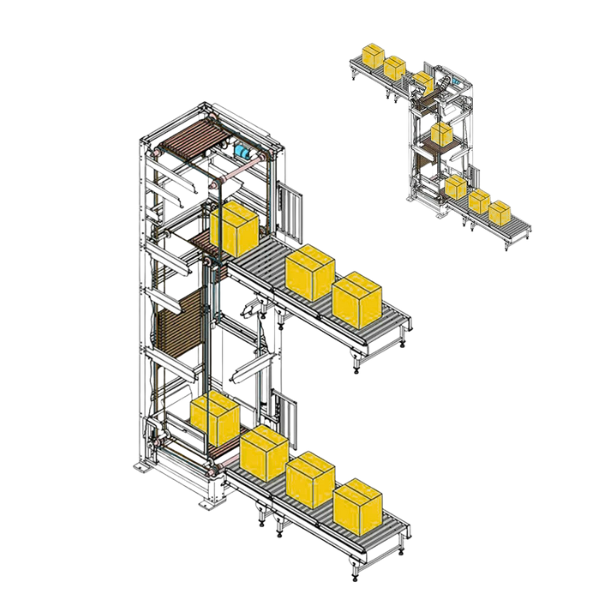
Industrial conveyor belts are the backbone of modern material handling systems, playing a crucial role in industries such as logistics, manufacturing, food processing, and pharmaceuticals. Our company specializes in providing high-quality industrial conveyor solutions that cater to the unique needs of each sector. With over 10 years of experience, we understand the intricacies of material handling and have developed a range of products designed to optimize efficiency and reduce operational costs.
Our conveyor systems are built using advanced materials and technologies, ensuring they can withstand the rigors of heavy use while maintaining performance. We offer full-process customization, allowing us to design and manufacture conveyor systems that perfectly align with our clients’ operational requirements. From initial demand communication to final product delivery, we ensure that every aspect of the production process is tailored to meet specific needs.
Our commitment to quality is evident in our rigorous quality control processes, which include raw material traceability and stringent testing protocols. This ensures that every conveyor belt we produce is not only efficient but also safe and reliable. Additionally, our after-sales service guarantees that clients receive timely support, addressing any concerns that may arise post-installation.
By choosing our industrial conveyor belts, clients benefit from increased productivity, reduced operational risks, and customized solutions that enhance their material handling processes. Our focus on innovation and customer satisfaction positions us as a leader in the industrial conveyor market, ready to meet the evolving needs of our clients.

25
Sep
25
Sep
05
Nov
07
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy