




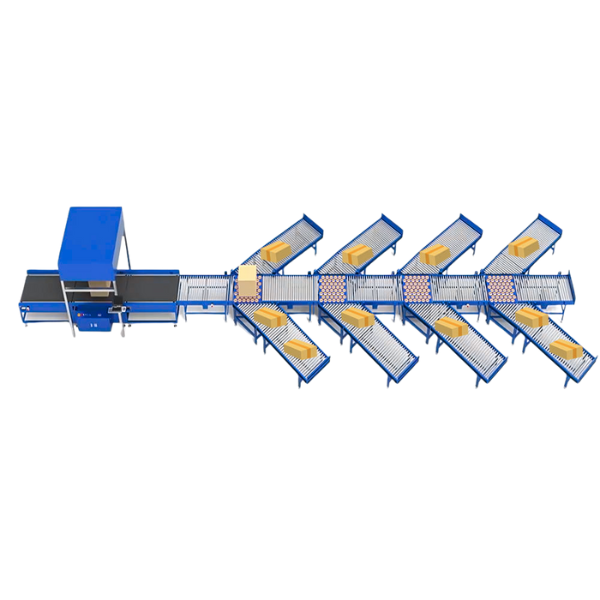
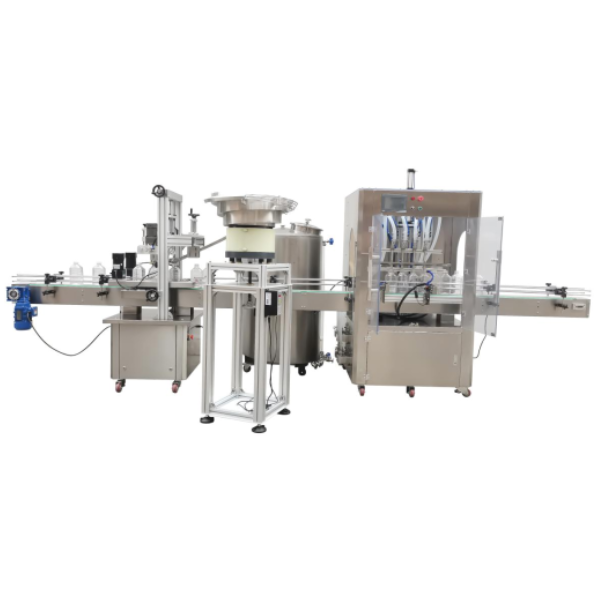


3 Industry Case Studies: Differences in Customized Solutions for Automatic Sorting Production Lines for Food, Medicine, and Express Delivery
Discover how hyperspectral imaging, AI grading, and GMP-compliant automation drive 99.9% accuracy in food and pharma sorting lines. See real ROI from modular multilevel systems.
View More






