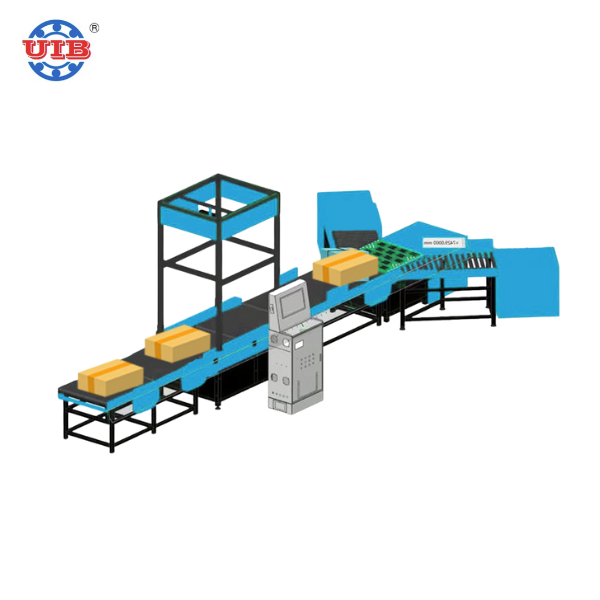
Food conveyor belts play a vital role in modern food processing and manufacturing. These systems are designed to handle a variety of food products, from raw ingredients to packaged goods. Our food conveyor belts are built with high-quality materials that comply with food safety regulations, ensuring that the products remain uncontaminated during transport. The design of our belts allows for easy cleaning and maintenance, which is crucial in the food industry where hygiene standards are paramount.
Our conveyors are customizable to meet specific operational requirements, whether it’s for transporting heavy bulk items or delicate products that require gentle handling. We offer full-process customization, where our engineers work closely with clients to design systems that fit their unique workflows. This includes adjustments for speed, incline, and even the materials used in the construction of the conveyor belts.
With over a decade of experience in the conveyor industry, we understand the intricacies of food processing operations. Our commitment to innovation and quality ensures that our food conveyor solutions not only meet but exceed customer expectations. We prioritize efficiency, safety, and reliability, making us a trusted partner for food manufacturers worldwide.

25
Sep
25
Sep
05
Nov
25
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy