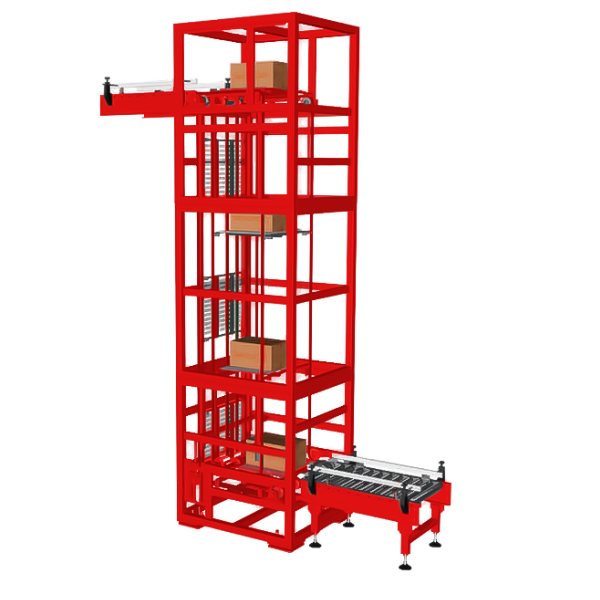
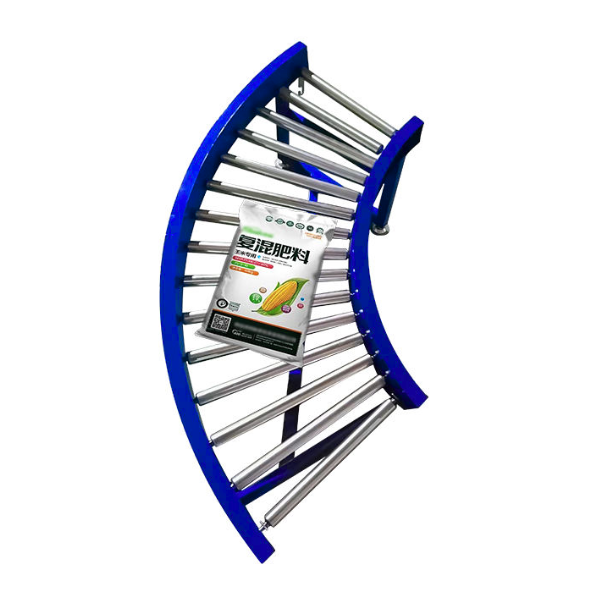
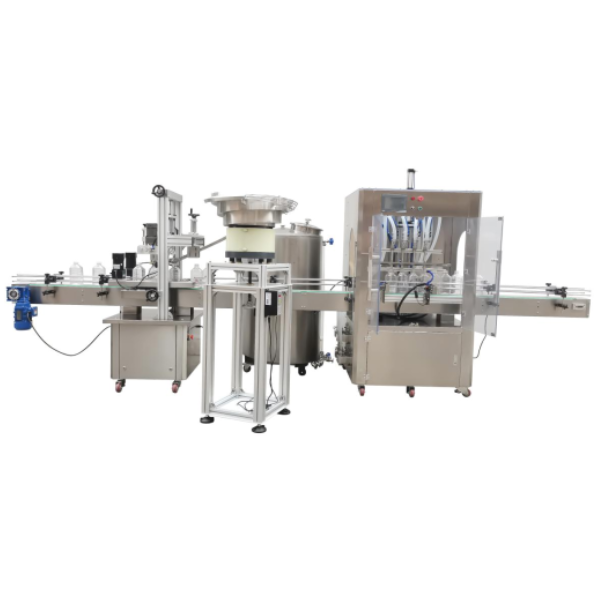
Chain conveyor belts play a pivotal role in modern industrial applications, particularly in sectors where efficient material handling is essential. These belts are designed to transport goods across various elevations and distances, making them ideal for logistics, manufacturing, and food processing environments. Our chain conveyor systems utilize high-quality materials that withstand wear and tear, ensuring long-term reliability. Each system is customizable to meet specific operational needs, whether it involves sorting, lifting, or transferring materials. By integrating advanced technology, such as intelligent controls and automated sorting mechanisms, we enhance the efficiency of production lines, ultimately leading to improved productivity and reduced operational costs. Our commitment to quality assurance and after-sales service ensures that clients receive ongoing support, allowing them to focus on their core business operations without interruptions.

25
Sep
07
Nov
05
Nov
05
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy