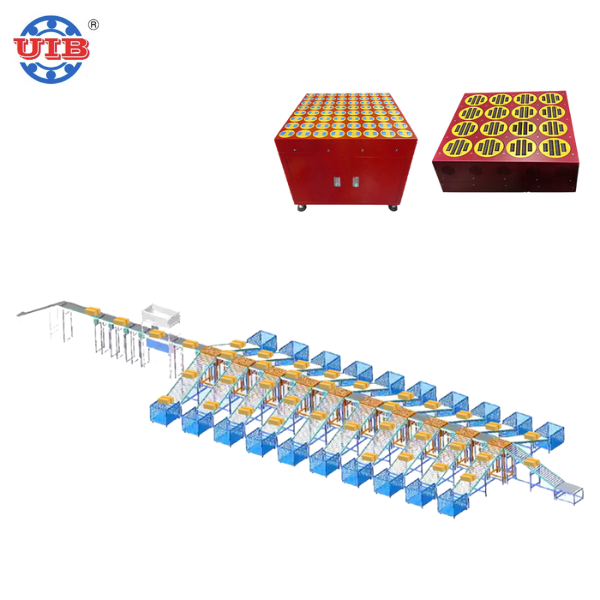
Flexible chain conveyors are pivotal in modern industrial applications, offering unmatched versatility in material handling. At UIB (Xiamen) Bearing Co., Ltd., we specialize in developing flexible chain conveyor systems that cater to the unique needs of various industries, including logistics, food processing, pharmaceuticals, and more. Our conveyors are designed to handle diverse materials, ensuring smooth operation across multiple production scenarios.
The design of our flexible chain conveyors allows for easy configuration and reconfiguration, making them ideal for dynamic production environments. They can be adapted to fit different layouts, accommodating changes in production demands without significant downtime. This adaptability is crucial for businesses looking to maintain a competitive edge in today’s fast-paced market.
Our conveyors are engineered with high-quality materials, ensuring durability and longevity. We conduct rigorous quality inspections and performance tests to guarantee that our products meet the highest standards. Additionally, our team of experienced engineers provides full-process customization support, from initial design to final implementation. This ensures that each conveyor system is tailored to meet specific operational requirements, enhancing overall efficiency.
In an era where automation and efficiency are paramount, our flexible chain conveyors stand out as a reliable solution for businesses aiming to optimize their material handling processes. By investing in our conveyors, customers can expect reduced operational costs, improved workflow, and increased productivity. With a focus on innovation and customer satisfaction, we continue to lead the way in delivering high-quality conveyor solutions that drive success across industries.

25
Sep
05
Nov
05
Nov
25
Nov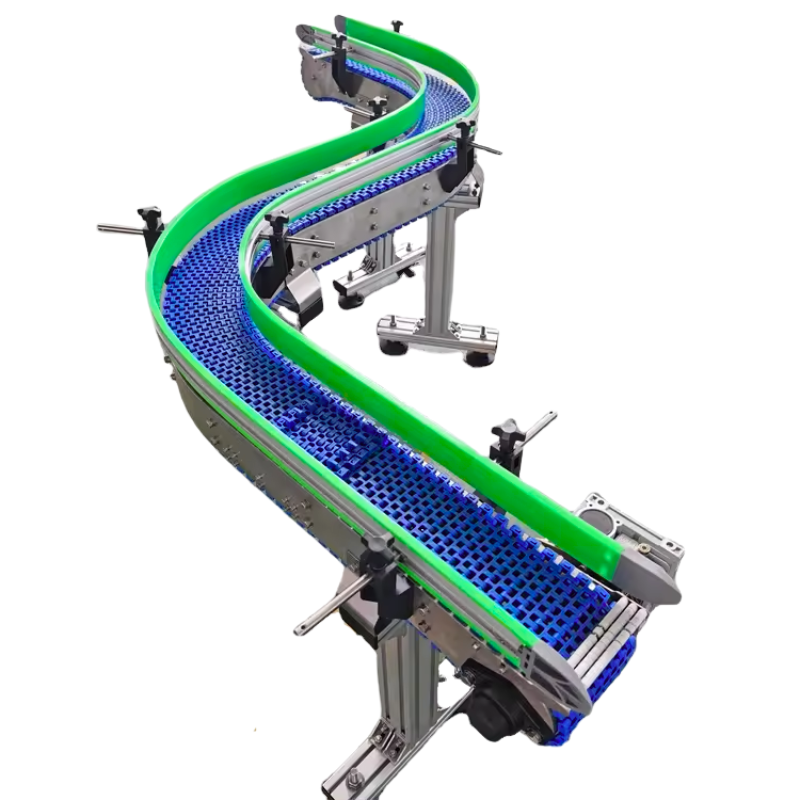

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy