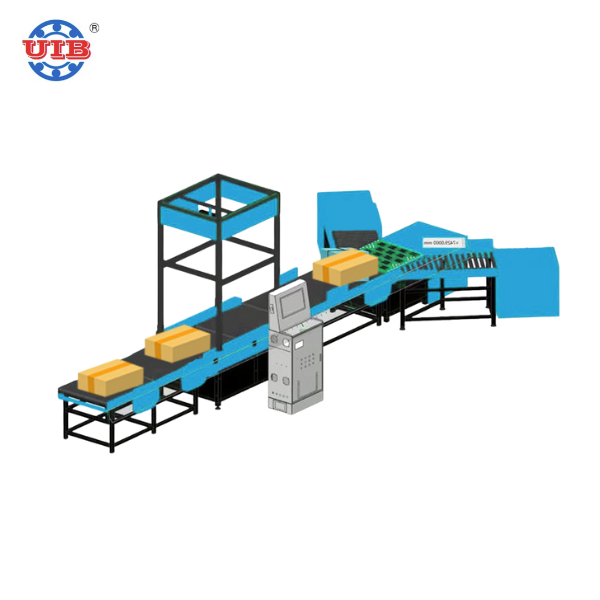
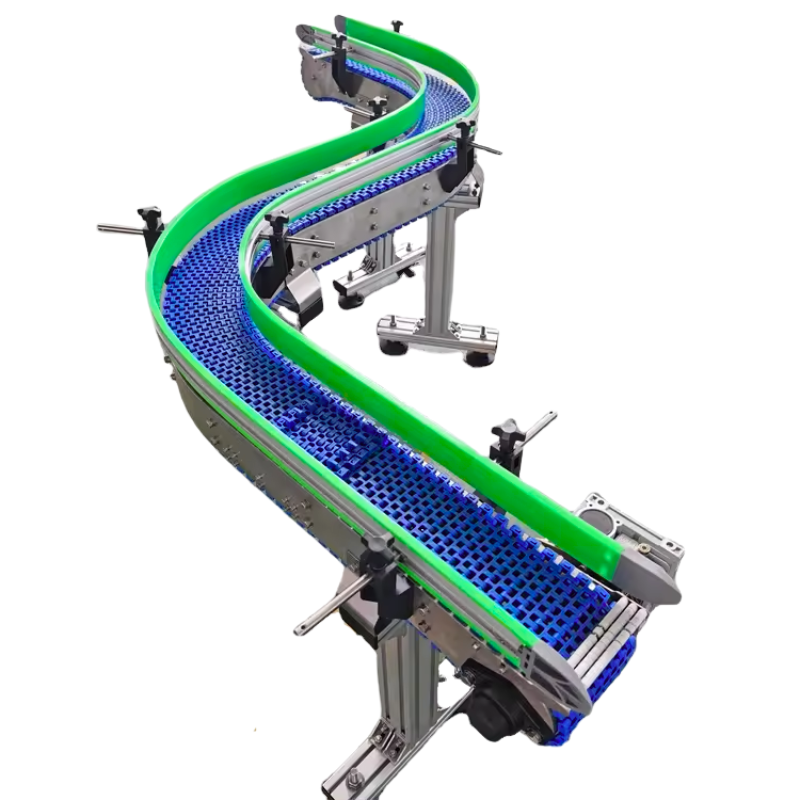
Table Top Chain Conveyors are an essential component in modern industrial operations, offering flexibility and efficiency in product handling. These conveyors are particularly beneficial in applications requiring precise control over product movement, such as in sorting, assembly, and packaging processes. The modular design of Table Top Chain Conveyors allows for easy adjustments and configurations, making them suitable for a wide range of applications.
The manufacturing process involves high-quality materials, ensuring durability and resistance to wear, which is crucial in high-volume environments. Our conveyors are designed with user-friendly features, allowing for easy maintenance and operation, reducing downtime and increasing productivity.
Moreover, Table Top Chain Conveyors can be integrated with other automated systems, enhancing overall workflow efficiency. Whether in logistics, food production, or pharmaceutical manufacturing, our solutions are tailored to meet specific operational requirements, ensuring that clients receive the best possible value.

25
Sep
05
Nov
07
Nov
05
Nov
UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy