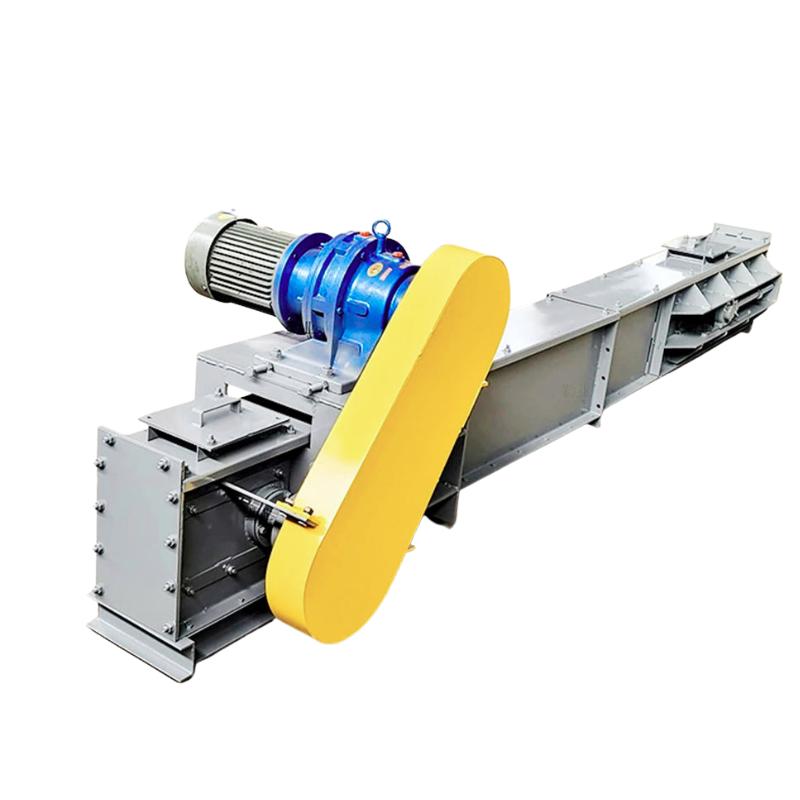
Efficient Material Handling with Chain Bucket Elevators
Chain bucket elevators are designed to handle bulk materials efficiently, making them ideal for various industries including logistics, food processing, and pharmaceuticals. Our chain bucket elevators feature a robust design that ensures durability and longevity, minimizing maintenance costs. With a high lifting capacity and customizable configurations, they can be tailored to meet specific operational requirements. The efficient vertical transport mechanism reduces the footprint of your material handling system, allowing for optimal space utilization. Additionally, our elevators are designed for easy integration with existing conveyor systems, ensuring seamless operations.
Get A Quote