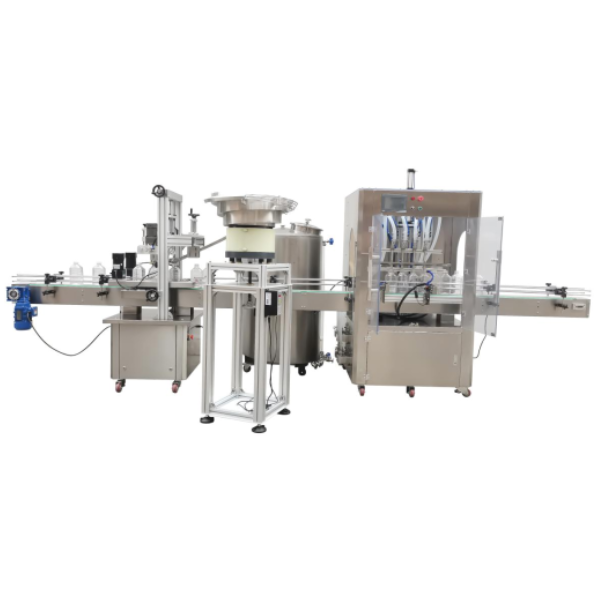
Trough chain conveyors are integral to modern material handling systems, providing a reliable solution for transporting bulk materials across various industries. These conveyors utilize a series of chains and troughs to move materials efficiently, minimizing the risk of spillage and ensuring smooth operation. The design allows for the handling of heavy loads, making them suitable for applications in logistics, food processing, and manufacturing.
The operational efficiency of trough chain conveyors is enhanced by their ability to operate in diverse environments, including those with challenging conditions. They can be customized to meet specific requirements, such as varying heights and capacities, ensuring that they fit seamlessly into existing workflows. Our team of engineers works closely with clients to design and implement solutions that address their unique challenges, providing full-process customization from initial consultation to final delivery.
Quality assurance is a cornerstone of our manufacturing process. We utilize high-quality materials and conduct rigorous testing to ensure that our trough chain conveyors meet the highest standards of performance and reliability. Our commitment to after-sales service ensures that clients receive timely support, helping them maintain optimal operational efficiency.
As industries evolve, the demand for innovative and efficient material handling solutions continues to grow. Our focus on technological advancements and customer-centric designs positions us as a leader in the industrial conveyor market, ready to meet the challenges of tomorrow’s manufacturing and logistics environments.

25
Sep
05
Nov
05
Nov
05
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy