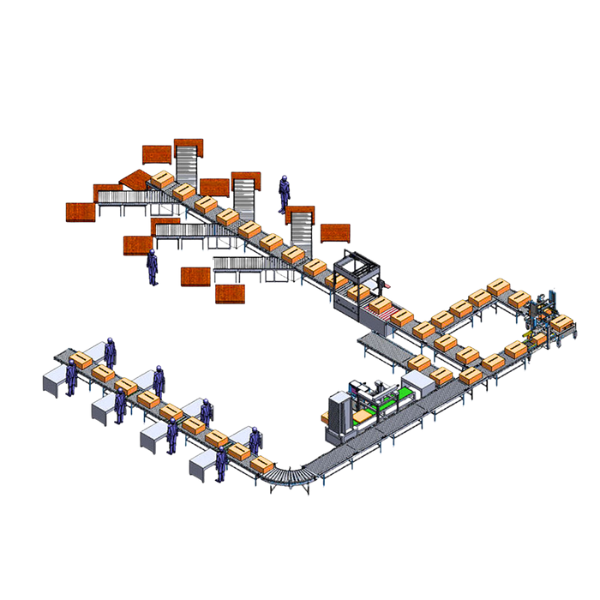
Our Bucket Conveyor System is engineered to provide a seamless solution for the efficient transport of bulk materials across various industries. This system is particularly beneficial in sectors such as logistics, food processing, and pharmaceuticals, where the reliable movement of materials is crucial.
The design of our Bucket Conveyor System incorporates advanced technology to ensure optimal performance. With features such as adjustable speed settings, durable construction materials, and customizable configurations, our system can be tailored to meet the specific needs of each client.
In the logistics and warehousing sectors, our Bucket Conveyor System enhances operational efficiency by reducing the need for manual labor and minimizing the risk of material spillage. In food processing, it ensures hygienic transport, adhering to industry standards while maintaining the integrity of the products being conveyed. In pharmaceutical applications, the system’s precision and reliability are vital for compliance with regulatory requirements, ensuring that materials are transported safely and efficiently.
Furthermore, our commitment to quality assurance means that each Bucket Conveyor System undergoes rigorous testing before deployment, ensuring that it meets the highest standards of durability and performance. With over a decade of experience in the conveyor industry, our expertise ensures that clients receive not only a product but a comprehensive solution that enhances their operational capabilities.

25
Sep
25
Sep
05
Nov
25
Nov
UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy