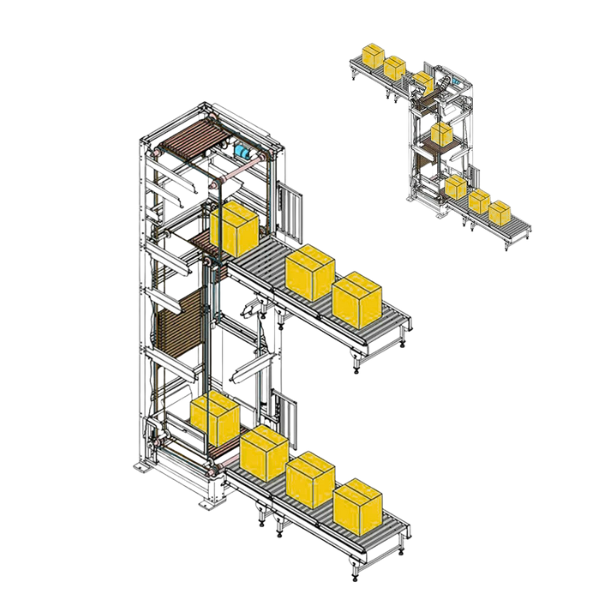
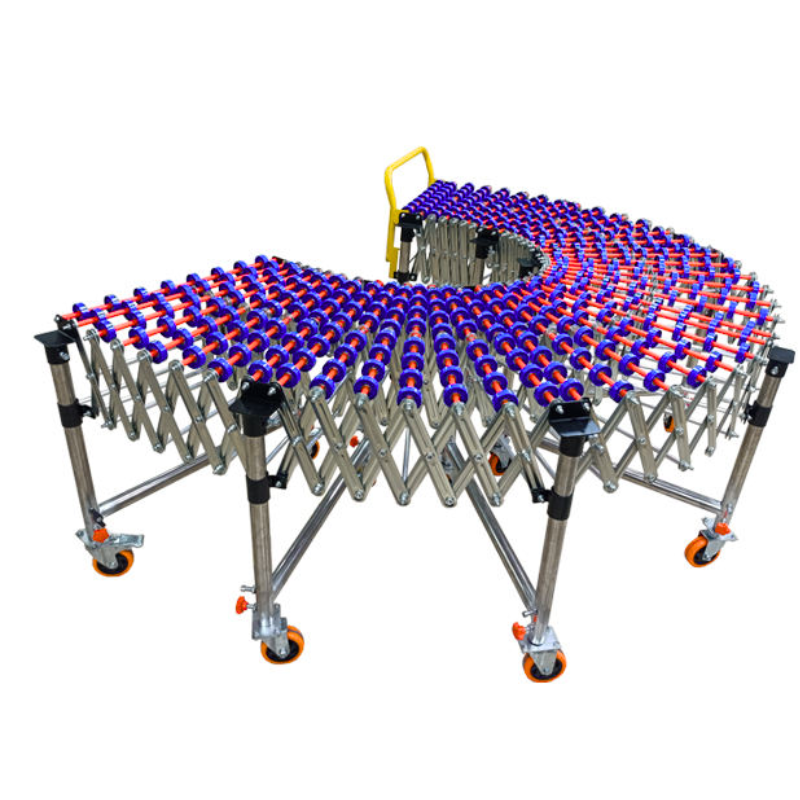
Mobile conveyor systems are essential in modern industrial applications, providing flexible solutions for material handling and logistics. These systems are characterized by their portability, allowing for easy relocation and reconfiguration based on the changing needs of a facility. Our mobile conveyors are engineered with high-strength materials, ensuring longevity and resistance to wear and tear, which is crucial in high-demand environments.
The design of our mobile conveyor systems incorporates advanced technology, such as intelligent controls for speed and direction, enhancing operational efficiency. For instance, our automatic sorter integrates seamlessly with mobile conveyors, enabling real-time sorting of materials, which is particularly beneficial in logistics and warehousing sectors.
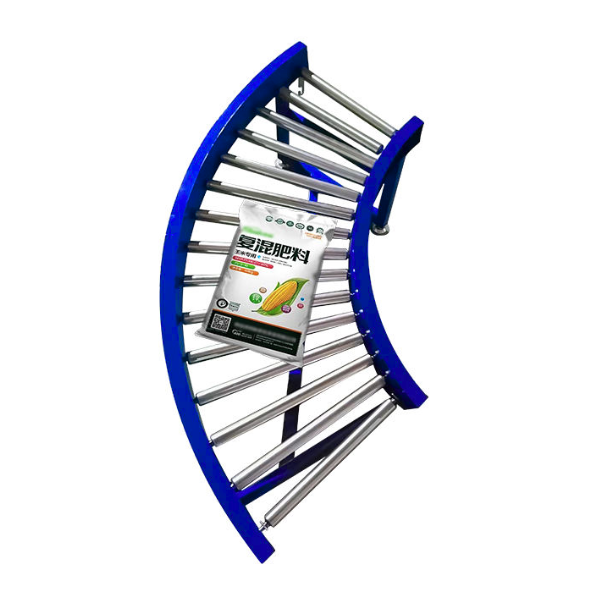
Furthermore, our commitment to customization means that each mobile conveyor can be tailored to specific operational requirements, such as load capacity, size, and additional features like explosion-proof or corrosion-resistant materials. This adaptability not only reduces the risk of operational disruptions but also aligns with our philosophy of meeting client needs precisely.
With over a decade of experience in the industry, we understand the challenges faced by our clients in various sectors. Our mobile conveyor systems are designed to address these challenges, providing reliable and efficient solutions that enhance productivity and reduce operational costs.

25
Sep
07
Nov
05
Nov
05
Nov
UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy