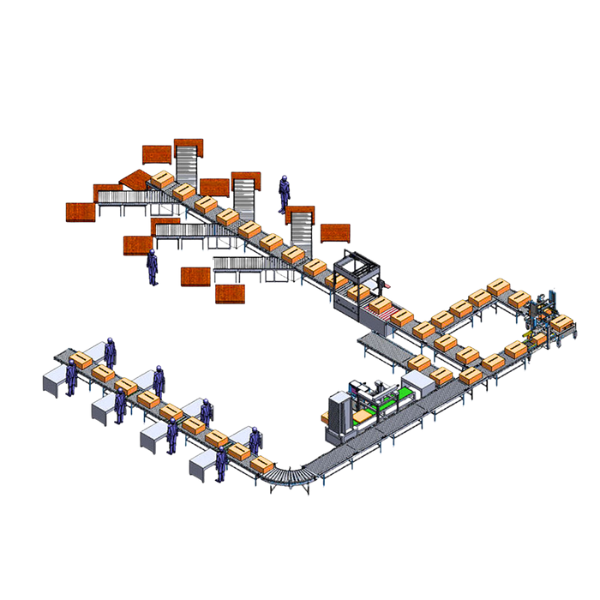
Our Automatic Conveyor System is a cornerstone of modern industrial operations, designed to optimize material handling across various sectors. With over 10 years of experience in the conveyor industry, we understand the unique challenges faced by businesses in logistics, manufacturing, food processing, and pharmaceuticals. Our systems are engineered for efficiency, reliability, and flexibility, ensuring that they can be tailored to meet specific customer needs.
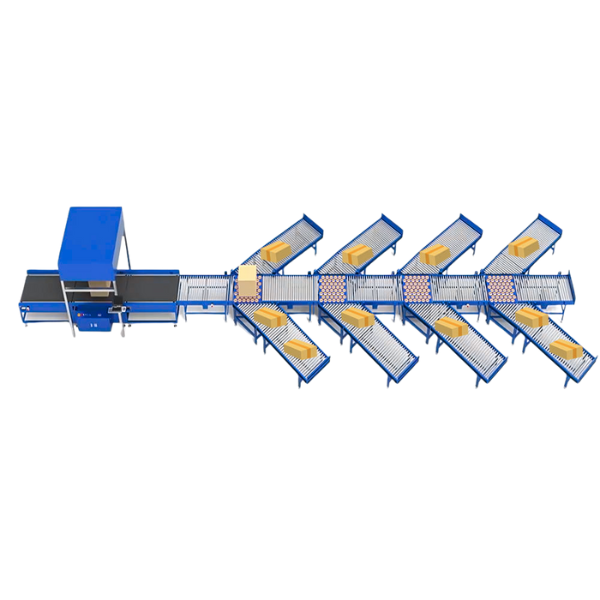
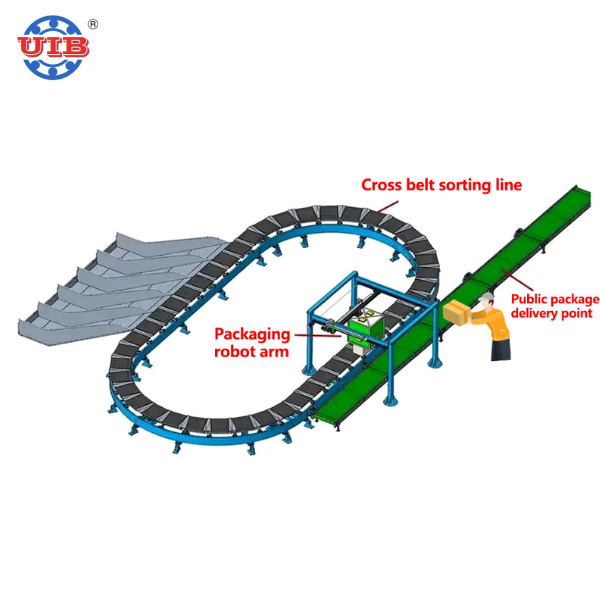
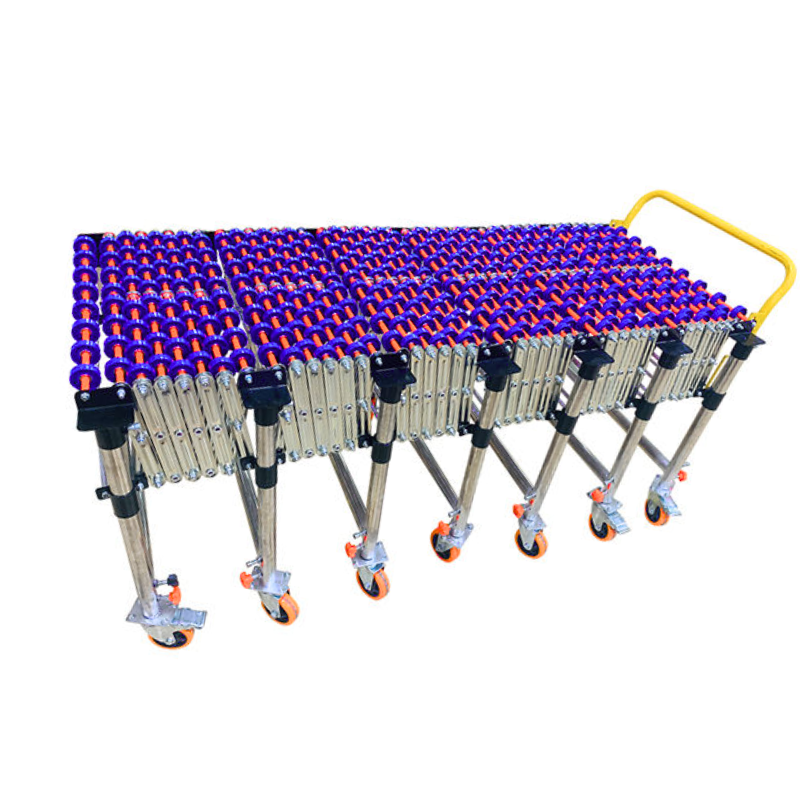
The automatic sorting capabilities of our systems allow for intelligent identification and processing of materials, which is particularly beneficial in high-volume environments such as e-commerce warehouses and express hubs. Our Roller Conveyors are built to withstand wear and tear, providing a stable and efficient connection between production lines. Additionally, our Inclined and Vertical Conveyors address height and space challenges, making them ideal for facilities with limited floor space or multi-floor operations.
We pride ourselves on our full-process customization support, which includes demand communication, sample verification, and professional drawing processing. Our engineers work closely with clients to design exclusive schemes that are precisely adapted to their operational requirements. This commitment to customization not only reduces risks but also enhances implementation efficiency, allowing businesses to achieve their goals faster and more effectively.
With a dedicated R&D team and stringent quality control measures, we ensure that every component of our Automatic Conveyor System meets the highest standards of performance and durability. Our after-sales service further guarantees that any concerns are addressed promptly, ensuring a smooth operational flow for our clients.

25
Sep
07
Nov
05
Nov
05
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy