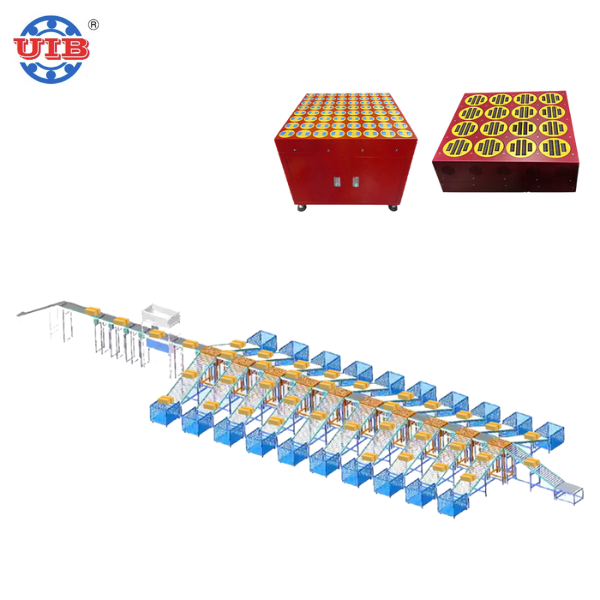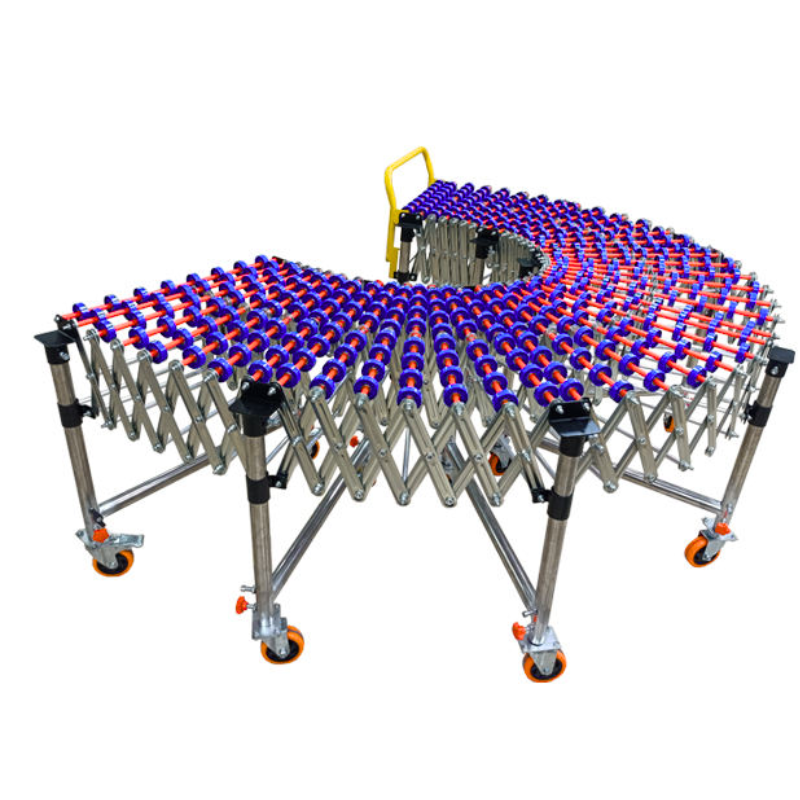
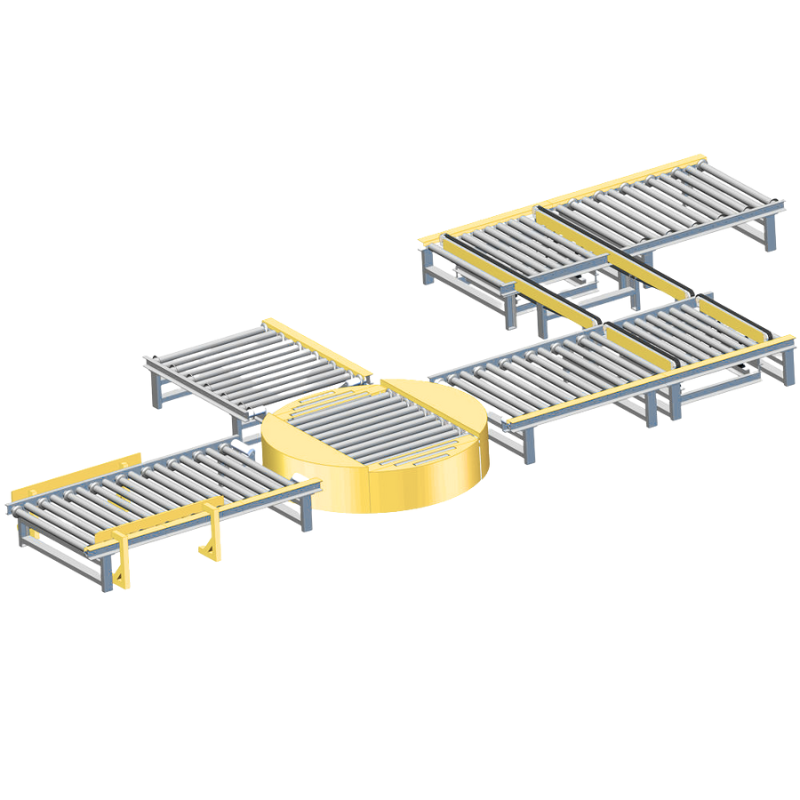
Material conveyor systems are essential in modern industry for enabling the efficient movement of goods. Our company specializes in providing customized conveyor solutions for sectors such as logistics, warehousing, smart manufacturing, food processing, and pharmaceuticals. With over ten years of experience, our product range includes Automatic Sorters for intelligent material handling, robust Roller Conveyors for stable multi-angle transport, Inclined Conveyors designed for height transitions with anti-slip features, and chain-driven Vertical Conveyors that optimize vertical space in multi-floor operations.
We focus on deep customization, working closely with clients to tailor systems to specific operational needs. Our engineers optimize parameters and incorporate specialized requirements such as explosion-proof designs, corrosion resistance, and intelligent controls. This customization is supported by strict quality assurance in material selection and testing, ensuring every conveyor system is both reliable and efficient.
Our service covers the entire process from initial communication and scheme design to sample verification and final delivery. Through structured procedures, we address key challenges in custom production, reduce project risks, and improve implementation efficiency. We are committed to comprehensive after-sales support to ensure ongoing client satisfaction and system performance.

25
Sep
07
Nov
05
Nov
25
Nov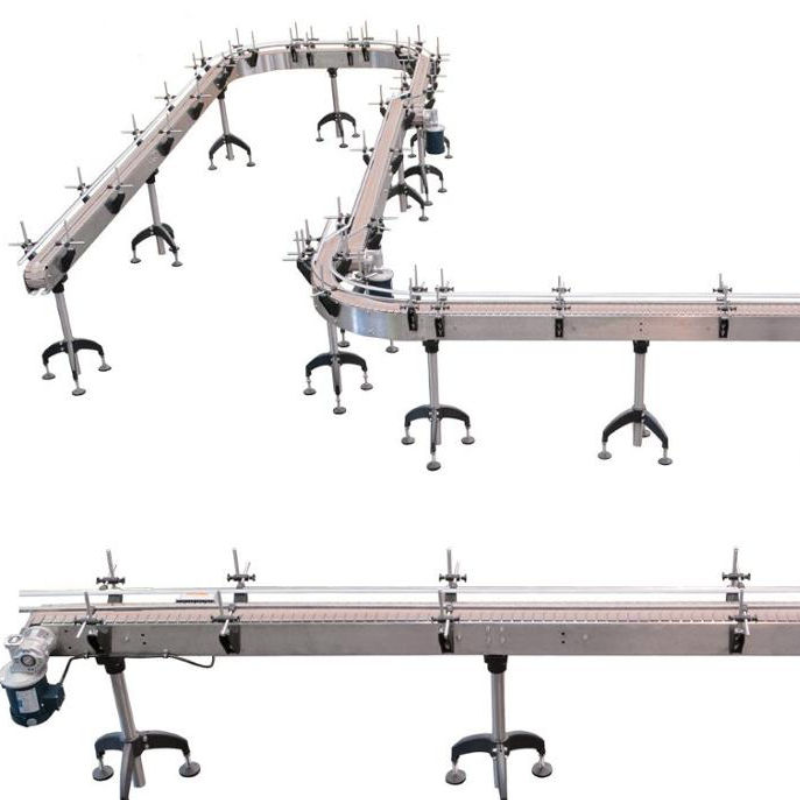
UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy