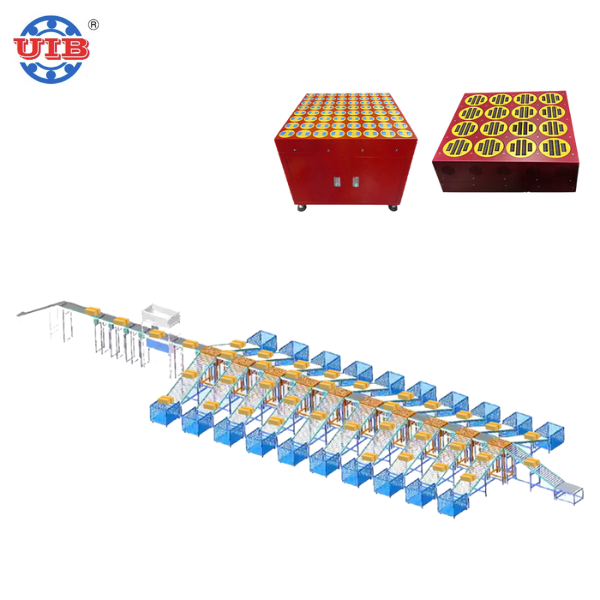
Sortation conveyors are essential in modern logistics and manufacturing processes, providing automated solutions for sorting items based on various criteria, such as size, weight, and destination. Our sortation conveyor systems are designed with cutting-edge technology to ensure efficiency and reliability in high-demand environments.
Our automatic sorters utilize intelligent identification systems that can handle multiple types of materials simultaneously. This capability not only reduces the time spent on manual sorting but also minimizes human error, leading to increased productivity. The integration of these systems into existing workflows is seamless, allowing businesses to enhance their operations without significant downtime.
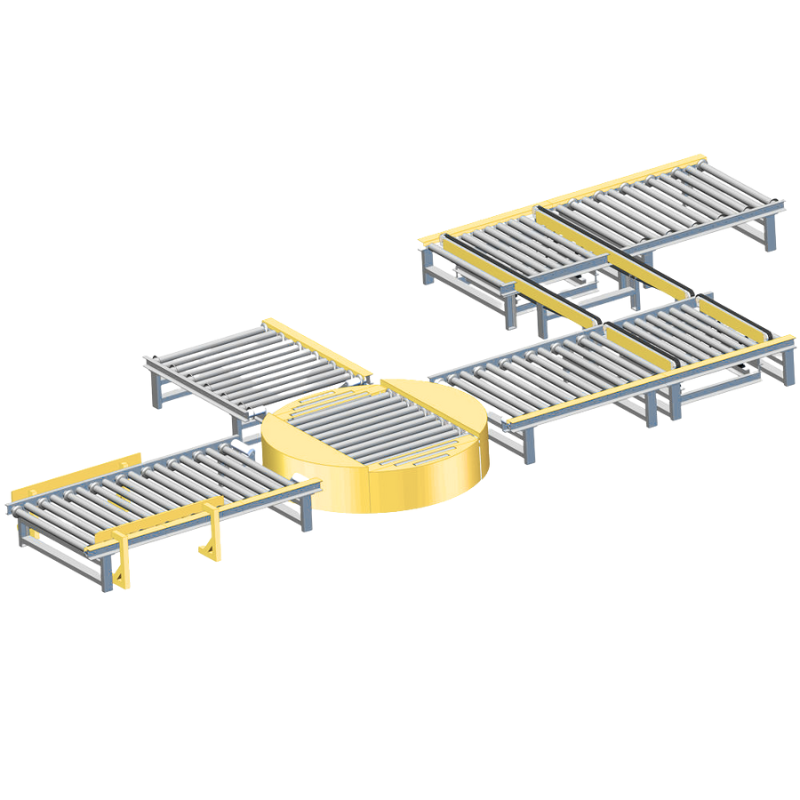
In addition to automatic sorters, our roller conveyors offer high strength and wear resistance, making them ideal for heavy-duty applications. The flexibility of multi-angle conveying allows for efficient production line connections, which is crucial for maintaining a smooth operational flow.
Inclined conveyors address height challenges in warehouses and manufacturing facilities, providing adjustable speed settings that cater to various operational needs. Our vertical conveyors further optimize space by providing efficient vertical transportation of goods, essential for multi-floor operations.
With over a decade of experience in the conveyor industry, we understand the unique challenges faced by our clients. Our commitment to customization ensures that each sortation conveyor system is tailored to meet specific operational requirements, enhancing overall efficiency and effectiveness.