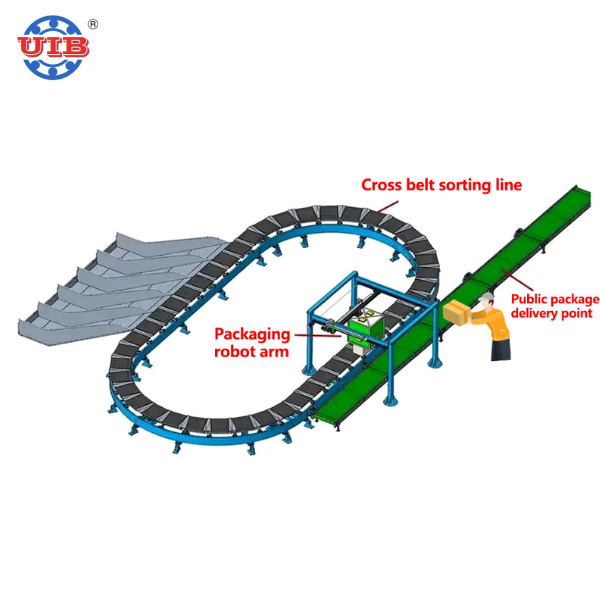
Overhead conveyor systems are an essential component in modern industrial operations, providing a unique solution for material handling challenges. By utilizing vertical space, these systems allow businesses to maximize their production capabilities without the need for extensive floor space. With over a decade of experience in the conveyor industry, our solutions are designed to cater to the diverse needs of sectors such as logistics, manufacturing, food processing, and pharmaceuticals.
The design of our overhead conveyor systems incorporates advanced technology, ensuring smooth and efficient operation. Features like intelligent sorting mechanisms, adjustable speeds, and robust safety measures make these systems ideal for handling a wide variety of materials. Furthermore, our commitment to customization means that we can tailor each system to fit the specific requirements of your facility, whether that involves accommodating unique product dimensions or integrating with existing workflows.
In addition to enhancing operational efficiency, our overhead conveyor systems also contribute to a safer work environment. By reducing the need for manual handling, they minimize the risk of workplace injuries and allow employees to focus on more value-added tasks. Our team of experienced engineers provides one-on-one support throughout the entire process, from initial consultation to final installation, ensuring that your overhead conveyor system meets your exact specifications and operational needs.
As a reliable global supplier, we pride ourselves on our rigorous quality assurance processes. Each component of our overhead conveyor systems undergoes strict inspection and testing, ensuring that our customers receive only the highest quality products. With our systems, businesses can expect not only improved efficiency but also a long-lasting investment that will support their growth for years to come.

25
Sep
25
Sep
07
Nov
25
Nov

UIB (Xiamen) Bearing Co., Ltd. provides high-precision bearings for industrial machinery. Our durable design and precision engineering deliver reliable performance. Trusted by manufacturers. Request a quote today.With over 10 years in industrial conveyors, our company is a reliable global conveyor solution supplier, backed by industry insights and tech accumulation.
Room 1409, SM International Center, Xingshan Road, Huli District, Xiamen City, Fujian Province, China.
Copyright © 2025 by UIB (Xiamen) Bearing Co., Ltd. Privacy Policy