Customized electric elevator vertical conveyor
Continuous & Efficient
Space-Saving
Stable & Low-Failure
Flexible & Compatible
Low Energy Consumption & Controllable Cost
Easy Automated Integration
- Overview
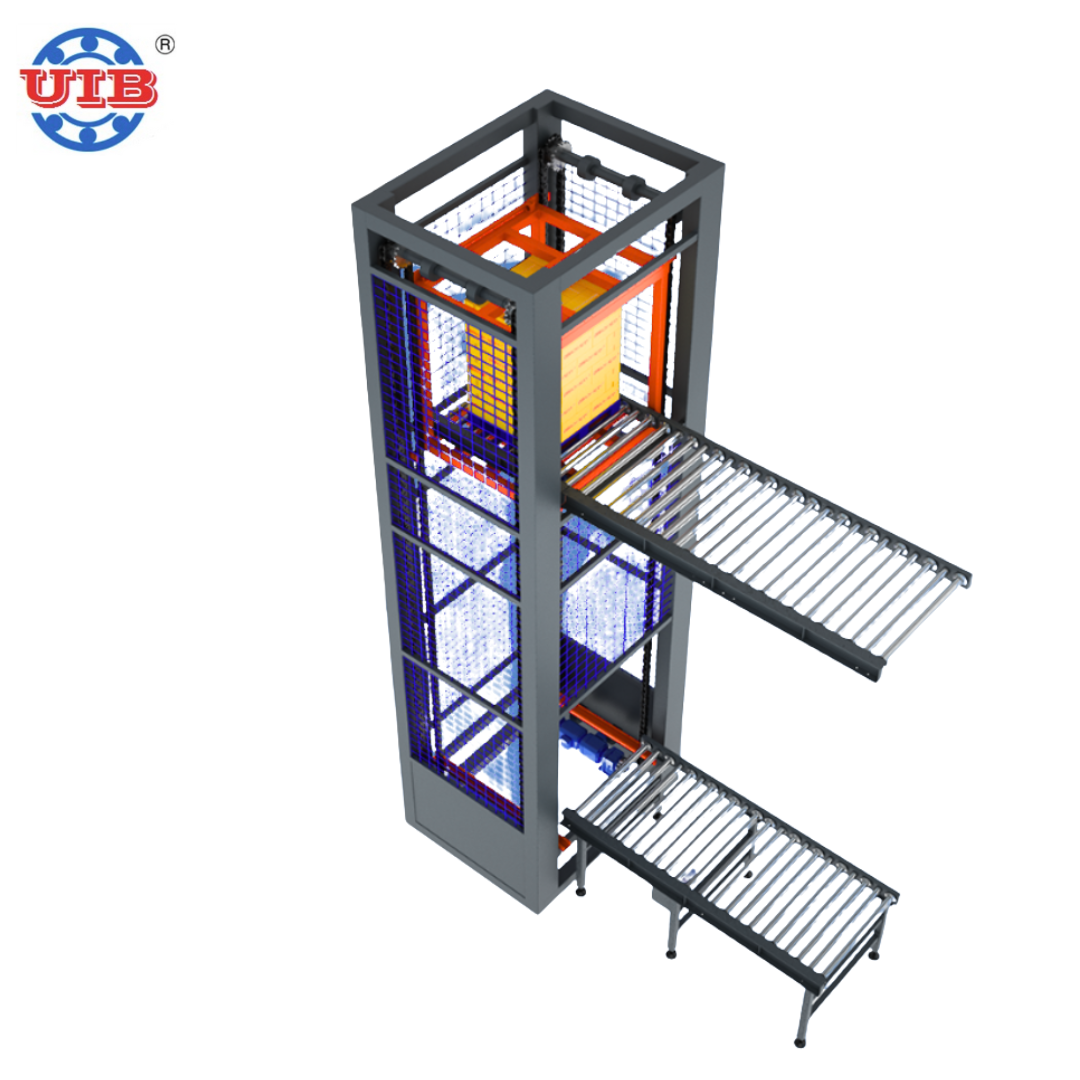
- Recommended Products
Features and advantages
Compared with traditional elevators (for passengers/cargo) and forklifts, vertical conveyors have the following core advantages:
1、Continuous & Efficient: 24-hour operation, with a single unit handling 100-1000 pieces (or 1-10 tons) per hour, suitable for high-throughput scenarios.
2、Space-Saving: Covers only 1-5㎡ (varies by throughput), requiring only a vertical channel, suitable for space-constrained scenarios.
3、Stable & Low-Failure: Simple structure, easy maintenance, MTBF over 5000 hours, reducing interruption risks.
4、Flexible & Compatible: Customizable carrying components, adapting to materials from grams to tens of tons, compatible with multiple material types.
5、Low Energy Consumption & Controllable Cost: 30%-50% lower energy consumption than cargo elevators with the same throughput; better "purchase + operation & maintenance" cost performance.
6、Easy Automated Integration: Can connect with multiple equipment/systems to achieve full-process automation.
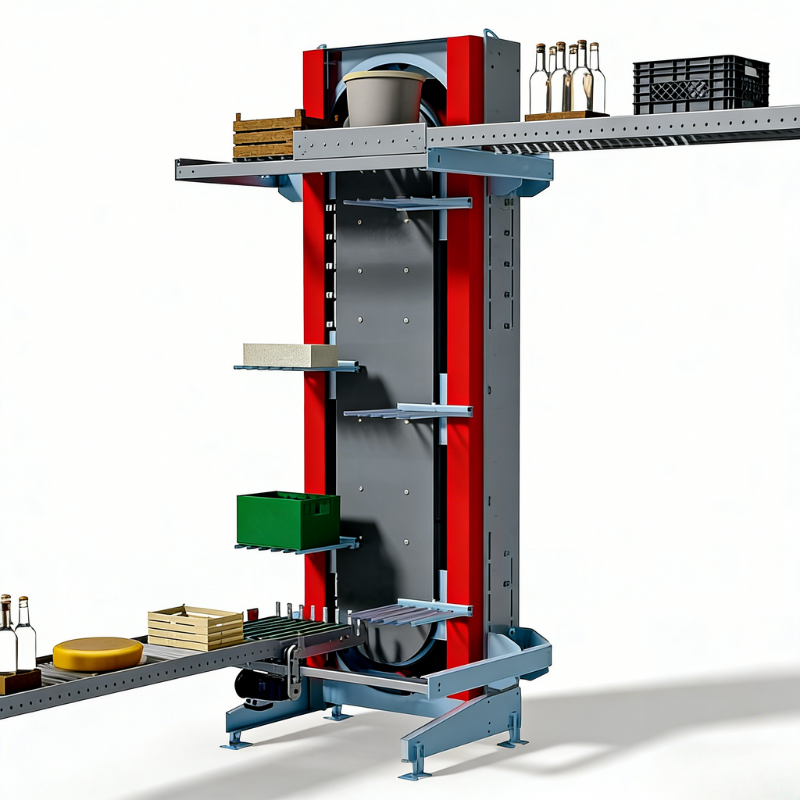
Product Overview
A vertical conveyor is an automated device that continuously transports materials in a vertical or near-vertical direction. It can be customized into bucket-type, pallet-type and other structures according to material characteristics (bulk materials / finished parts / heavy parts), and is suitable for multiple scenarios. It has the advantages of small floor space, high efficiency, low energy consumption and compatibility with automated systems. It can meet the conveying height requirement of 1-30 meters and load capacity of 2kg-50 tons, enabling safe cross-height material lifting and lowering.
Relevant Parameters
| Load Capacity | ≤60KG |
| Power | 2.2kw |
| Service | Customization service available |
| Rotational Speed | Adjustable |
| Material | Stainless Steel/Carbon Steel |
| Packaging Size | 150X60X75 cm |
| Weight | 100 kg |

Applicable Scenarios
1. Industrial Production Scenarios
Suitable for chain-type and pallet-type models, used for loading/unloading in production lines and cross-floor transfer (e.g., parts, molds). Must match production rhythm; heavy-duty equipment should be fixed on a foundation; check chain wear regularly.
2. Logistics & Warehousing Scenarios
Choose pallet-type and belt-type models, suitable for multi-floor turnover in e-commerce/express warehouses (e.g., parcels, palletized goods). It is recommended to link with WMS for automatic scheduling; add anti-drop baffles for light materials; check load capacity during peak periods.
3. Commercial Retail Scenarios
Use small pallet-type and belt-type models to meet replenishment needs of supermarkets/malls (e.g., food, clothing). Equipment requires low noise (≤60 dB), installed in staff passages; food-contact parts should be food-grade stainless steel and cleaned regularly.
4. Food & Pharmaceutical Scenarios
Prioritize screw-type and stainless steel bucket-type models, used for material conveying in clean environments (e.g., flour, pharmaceutical raw materials). Contact parts must be 304/316 stainless steel; support CIP cleaning; seal bulk materials throughout to prevent contamination.
5. Construction/Mining Scenarios
Use heavy-duty bucket-type and screw-type models to transfer sand, gravel, ore, and cement. Parts should be made of wear-resistant materials (e.g., manganese steel); add rain shields for outdoor use; equip with dust-proof systems in mining scenarios.